Что из себя представляет процесс нормирования наладочных работ на станках с чпу. Методика нормирования отдельных видов работ Нормирование переналадки на станках чпу
Расчет норм времени при обработке деталей на станках с ЧПУ Дисциплина: «Проектирование технологических процессов для современных многоцелевых станков» Выполнил студент группы М 03 -721 -1 Пинегин С. Н.
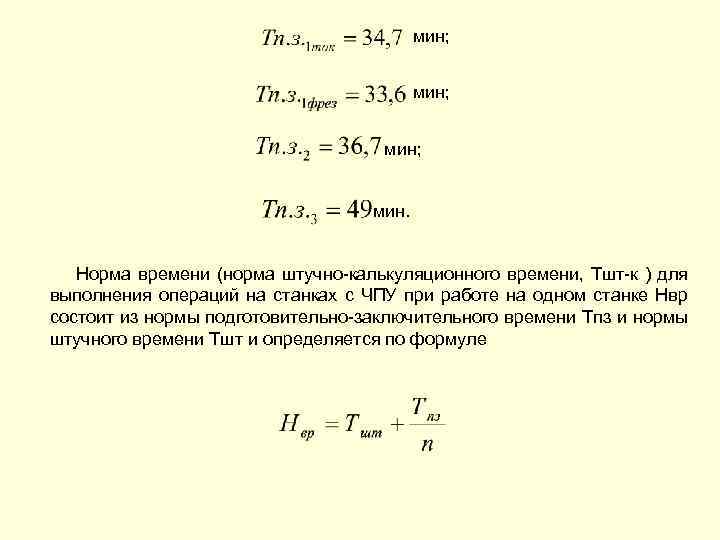
 Нормативы времени предназначены для технического нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением (ЧПУ). Норма времени (норма штучно-калькуляционного времени, Тшт-к) для выполнения операций на станках с ЧПУ при работе на одном станке Нвр состоит из нормы подготовительно-заключительного времени Тпз и нормы штучного времени Тшт и определяется по формуле (1): , (1) где n – количество деталей в партии запуска.
Нормативы времени предназначены для технического нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением (ЧПУ). Норма времени (норма штучно-калькуляционного времени, Тшт-к) для выполнения операций на станках с ЧПУ при работе на одном станке Нвр состоит из нормы подготовительно-заключительного времени Тпз и нормы штучного времени Тшт и определяется по формуле (1): , (1) где n – количество деталей в партии запуска.
 Норма штучного времени определяется по формуле (2): , (2) где Тца – время цикла автоматической работы станка по программе, мин; , (3) где То – основное (технологическое) время на обработку одной детали, мин;
Норма штучного времени определяется по формуле (2): , (2) где Тца – время цикла автоматической работы станка по программе, мин; , (3) где То – основное (технологическое) время на обработку одной детали, мин;
 , (4) где Li – длина пути, проходимого инструментом или деталью в направление подачи при обработке i – го технологического участка (с учетом врезания и перебега), мм; Sмi – минутная подача на данном технологическом участке, мм/мин; i =1, 2, …, n – число технологических участков обработки; Тмв – машинновспомогательное время (на подвод детали инструмента от исходных точек в зоны обработки и отвод; установку инструмента на размер, смену инструмента, изменение величин и направления подачи, время технологических пауз и т. п.), мин;
, (4) где Li – длина пути, проходимого инструментом или деталью в направление подачи при обработке i – го технологического участка (с учетом врезания и перебега), мм; Sмi – минутная подача на данном технологическом участке, мм/мин; i =1, 2, …, n – число технологических участков обработки; Тмв – машинновспомогательное время (на подвод детали инструмента от исходных точек в зоны обработки и отвод; установку инструмента на размер, смену инструмента, изменение величин и направления подачи, время технологических пауз и т. п.), мин;
 , (5) , (6) где L – длина пути (или траектории), проходимого инструментом или деталью в направлении подачи, мм; l 1, l 2, l 3 – длина подвода, врезания и перебега инструмента соответственно, мм. Величина L определяется исходя из параметров траектории детали. Так, при обработке участков детали с перемещением инструмента по двум координатам длину L определяют по формуле (7) , (7)
, (5) , (6) где L – длина пути (или траектории), проходимого инструментом или деталью в направлении подачи, мм; l 1, l 2, l 3 – длина подвода, врезания и перебега инструмента соответственно, мм. Величина L определяется исходя из параметров траектории детали. Так, при обработке участков детали с перемещением инструмента по двум координатам длину L определяют по формуле (7) , (7)
 где Δх, Δу – приращения соответствующих координат на данном участке обработки. При перемещении инструмента по дуге окружности длину L определяют по формуле (8) или (9) , (9) где R – радиус дуги окружности, мм; а – длина хорды дуги окружности, мм; φ – центральный угол, опирающийся на конечные точки дуги окружности, рад; Тмв. и – машинновспомогательное время на автоматическую смену инструмента, мин; Тмв. х – машинно-вспомогательное время на выполнение автоматических вспомогательных ходов и технологические паузы, мин.
где Δх, Δу – приращения соответствующих координат на данном участке обработки. При перемещении инструмента по дуге окружности длину L определяют по формуле (8) или (9) , (9) где R – радиус дуги окружности, мм; а – длина хорды дуги окружности, мм; φ – центральный угол, опирающийся на конечные точки дуги окружности, рад; Тмв. и – машинновспомогательное время на автоматическую смену инструмента, мин; Тмв. х – машинно-вспомогательное время на выполнение автоматических вспомогательных ходов и технологические паузы, мин.
 Для станков с револьверными головками время Тмв. и можно определить по формуле (10) , (10) где Тип – время поворота револьверной головки на одну позицию, мин; Кп – количество позиций, на которое необходимо повернуть револьверную головку для установки требуемого инструмента; Тиф – время фиксации револьверной головки, мин. Для станков с контурными системами управления время Тмв. х можно определить по формуле (11) , (11)
Для станков с револьверными головками время Тмв. и можно определить по формуле (10) , (10) где Тип – время поворота револьверной головки на одну позицию, мин; Кп – количество позиций, на которое необходимо повернуть револьверную головку для установки требуемого инструмента; Тиф – время фиксации револьверной головки, мин. Для станков с контурными системами управления время Тмв. х можно определить по формуле (11) , (11)
 где Lxxj – длина пути j – го участка автоматического вспомогательного хода, мм; j=1, 2, …, т – число участков автоматических вспомогательных ходов; Sму – минутная подача ускоренного хода. Для станков с позиционными и универсальными (контурно-позиционными) системами управления станками, в которых программирование обработки ведется стандартными циклами, аналитическим путем время Тмв. х определить трудно в связи с тем, что конкретные станки в зависимости от их наладки имеют значительные разбросы значений Sмхх и Lхх (связанные с установками позиционирования). Для более точного определения времени Тмв. х на этих станках рекомендуется проводить предварительный хронометраж с целью определения фактического времени Тмв. х при перемещении стола или инструмента на мерное расстояние в направлении различных координат.
где Lxxj – длина пути j – го участка автоматического вспомогательного хода, мм; j=1, 2, …, т – число участков автоматических вспомогательных ходов; Sму – минутная подача ускоренного хода. Для станков с позиционными и универсальными (контурно-позиционными) системами управления станками, в которых программирование обработки ведется стандартными циклами, аналитическим путем время Тмв. х определить трудно в связи с тем, что конкретные станки в зависимости от их наладки имеют значительные разбросы значений Sмхх и Lхх (связанные с установками позиционирования). Для более точного определения времени Тмв. х на этих станках рекомендуется проводить предварительный хронометраж с целью определения фактического времени Тмв. х при перемещении стола или инструмента на мерное расстояние в направлении различных координат.
 В том случае, когда нормирование ведется для уже спроектированного технологического процесса и имеется управляющая программа, время Тц. а определяют прямым хронометрированием цикла обработки детали. Вспомогательное время на операцию рассчитывается по формуле (12) , (12)
В том случае, когда нормирование ведется для уже спроектированного технологического процесса и имеется управляющая программа, время Тц. а определяют прямым хронометрированием цикла обработки детали. Вспомогательное время на операцию рассчитывается по формуле (12) , (12)
 где Тв. у – время на установку и снятие детали вручную или подъемником, мин; Тв. оп – вспомогательное время, связанное с операцией (не вошедшее в управляющую программу), мин; Тв. изм – вспомогательное неперекрываемое время на измерения, мин; Ктв – поправочный коэффициент на время выполнения ручной вспомогательной работы в зависимости от партии обрабатываемых деталей ; атех, аорг, аотл – время на технологическое и организационное обслуживание рабочего места, на отдых и личные потребности при одностаночном обслуживании, процент от оперативного времени .
где Тв. у – время на установку и снятие детали вручную или подъемником, мин; Тв. оп – вспомогательное время, связанное с операцией (не вошедшее в управляющую программу), мин; Тв. изм – вспомогательное неперекрываемое время на измерения, мин; Ктв – поправочный коэффициент на время выполнения ручной вспомогательной работы в зависимости от партии обрабатываемых деталей ; атех, аорг, аотл – время на технологическое и организационное обслуживание рабочего места, на отдых и личные потребности при одностаночном обслуживании, процент от оперативного времени .
 Нормативы вспомогательного времени на установку и снятие детали Тв. у даются по видам приспособления вне зависимости от типов станков и предусматривают наиболее распространенные способы установки, выверки и крепления деталей в универсальных и специальных зажимных приспособлениях. В качестве главных факторов, влияющих на время установки и снятия детали, принимаются массы детали, способ установки и крепления заготовки, характер и точность выверки.
Нормативы вспомогательного времени на установку и снятие детали Тв. у даются по видам приспособления вне зависимости от типов станков и предусматривают наиболее распространенные способы установки, выверки и крепления деталей в универсальных и специальных зажимных приспособлениях. В качестве главных факторов, влияющих на время установки и снятия детали, принимаются массы детали, способ установки и крепления заготовки, характер и точность выверки.
 Нормативы времени на установку и снятие деталей предусматривают выполнение следующей работы: - при установке и снятии вручную: взять и установить деталь, выверить и закрепить; включить и выключить станок; открепить и снять деталь, уложить в тару; очистить приспособление от стружки, протереть базовые поверхности салфеткой; - при установке и снятии мостовым краном: вызвать кран; застропить деталь; транспортировать деталь к станку; установить деталь, выверить и закрепить; включить и выключить станок; открепить деталь; вызвать кран; застропить деталь; снять со станка, транспортировать ее на место хранения; отстропить деталь; очистить приспособления или поверхность стола от стружки, протереть базовые поверхности салфеткой.
Нормативы времени на установку и снятие деталей предусматривают выполнение следующей работы: - при установке и снятии вручную: взять и установить деталь, выверить и закрепить; включить и выключить станок; открепить и снять деталь, уложить в тару; очистить приспособление от стружки, протереть базовые поверхности салфеткой; - при установке и снятии мостовым краном: вызвать кран; застропить деталь; транспортировать деталь к станку; установить деталь, выверить и закрепить; включить и выключить станок; открепить деталь; вызвать кран; застропить деталь; снять со станка, транспортировать ее на место хранения; отстропить деталь; очистить приспособления или поверхность стола от стружки, протереть базовые поверхности салфеткой.
 При установке и снятии детали подъемником при станке (или группе станков) выполняют ту же работу, что и при снятии детали мостовым краном, за исключением вызова крана. При установке в специальных приспособлениях вспомогательное время определяют как сумму времени: на установку и снятие одной детали; на установку и снятие каждой последующей детали свыше одной в многоместных приспособлениях; на закрепление детали с учетом количества зажимов; на очистку приспособления от стружки и протирку базовых поверхностей салфеткой. В случае применения для установки и снятия детали роботов, манипуляторов и столов-спутников вспомогательное время определяется с учетом их конструктивных особенностей.
При установке и снятии детали подъемником при станке (или группе станков) выполняют ту же работу, что и при снятии детали мостовым краном, за исключением вызова крана. При установке в специальных приспособлениях вспомогательное время определяют как сумму времени: на установку и снятие одной детали; на установку и снятие каждой последующей детали свыше одной в многоместных приспособлениях; на закрепление детали с учетом количества зажимов; на очистку приспособления от стружки и протирку базовых поверхностей салфеткой. В случае применения для установки и снятия детали роботов, манипуляторов и столов-спутников вспомогательное время определяется с учетом их конструктивных особенностей.
 Нормативы вспомогательного времени, связанного с операцией Тв. оп. . Вспомогательное время, связанное с операцией, не вошедшее во время цикла автоматической работы станка по программе предусматривает выполнение следующей работы: включить и выключить лентопротяжной механизм; установить заданное взаимное положение детали и инструмента по координатам Х, Y, Z и в случае необходимости произвести поднастройку; открыть и закрыть крышку лентопротяжного механизма, перемотать и заправить ленту в считывающее устройство; продвинуть перфоленту в исходное положение; проверить приход детали инструмента в заданную точку после обработки; установить щиток от разбрызгивания эмульсией и снять его.
Нормативы вспомогательного времени, связанного с операцией Тв. оп. . Вспомогательное время, связанное с операцией, не вошедшее во время цикла автоматической работы станка по программе предусматривает выполнение следующей работы: включить и выключить лентопротяжной механизм; установить заданное взаимное положение детали и инструмента по координатам Х, Y, Z и в случае необходимости произвести поднастройку; открыть и закрыть крышку лентопротяжного механизма, перемотать и заправить ленту в считывающее устройство; продвинуть перфоленту в исходное положение; проверить приход детали инструмента в заданную точку после обработки; установить щиток от разбрызгивания эмульсией и снять его.
 Машинно-вспомогательное время, связанное с переходом, включенное в программу и относящееся к автоматической вспомогательной работе станка, предусматривает: подвод детали инструмента от исходной точки в зону обработки и отвод; установку инструмента на размер обработки; автоматическую смену инструмента; включение подачи; холостые ходы при переходе от обработки одних поверхностей к другим; технологические паузы, предусмотренные при резком изменении направления подачи, для проверки размеров, осмотра инструмента и переустановки или перезакрепления детали. Машинно-вспомогательное время, связанное с переходом, определяется по паспортным данным станков и входит в качестве составляющих элементов во время автоматической работы станка.
Машинно-вспомогательное время, связанное с переходом, включенное в программу и относящееся к автоматической вспомогательной работе станка, предусматривает: подвод детали инструмента от исходной точки в зону обработки и отвод; установку инструмента на размер обработки; автоматическую смену инструмента; включение подачи; холостые ходы при переходе от обработки одних поверхностей к другим; технологические паузы, предусмотренные при резком изменении направления подачи, для проверки размеров, осмотра инструмента и переустановки или перезакрепления детали. Машинно-вспомогательное время, связанное с переходом, определяется по паспортным данным станков и входит в качестве составляющих элементов во время автоматической работы станка.
 Нормативы вспомогательного времени на контрольные измерения Тв. изм. . Необходимые размеры деталей, обрабатываемых на станках с числовым программным управлением, обеспечиваются в автоматическом цикле обработки. В связи с этим время на контрольные измерения (после окончания работы по программе) должно включаться в норму штучного времени только в том случае, если это предусмотрено технологическим процессом и с учетом необходимой периодичности таких измерений в процессе работы, и только в тех случаях, когда оно не может быть перекрыто временем цикла автоматической работы станка по программе.
Нормативы вспомогательного времени на контрольные измерения Тв. изм. . Необходимые размеры деталей, обрабатываемых на станках с числовым программным управлением, обеспечиваются в автоматическом цикле обработки. В связи с этим время на контрольные измерения (после окончания работы по программе) должно включаться в норму штучного времени только в том случае, если это предусмотрено технологическим процессом и с учетом необходимой периодичности таких измерений в процессе работы, и только в тех случаях, когда оно не может быть перекрыто временем цикла автоматической работы станка по программе.
 Нормативы времени на обслуживание рабочего места . Время на обслуживание рабочего места дается по типам и размерам оборудования с учетом одностаночного и многостаночного обслуживания в процентах от оперативного времени. Технологическое обслуживание рабочего места предусматривает выполнение следующих работ: - смену инструмента (или блока с инструментом) вследствие его затупления; - регулировку и подналадку станка в процессе работы (изменение величины коррекции инструмента); - сметание и периодическую уборку стружки в процессе работы (кроме сметания стружки с базовых поверхностей установочных приспособлений, время, на которое учтено во вспомогательном времени на установку и снятие детали).
Нормативы времени на обслуживание рабочего места . Время на обслуживание рабочего места дается по типам и размерам оборудования с учетом одностаночного и многостаночного обслуживания в процентах от оперативного времени. Технологическое обслуживание рабочего места предусматривает выполнение следующих работ: - смену инструмента (или блока с инструментом) вследствие его затупления; - регулировку и подналадку станка в процессе работы (изменение величины коррекции инструмента); - сметание и периодическую уборку стружки в процессе работы (кроме сметания стружки с базовых поверхностей установочных приспособлений, время, на которое учтено во вспомогательном времени на установку и снятие детали).
 Организационное обслуживание рабочего места включает работу по уходу за основным и вспомогательным оборудованием, технологической и организационной оснасткой, тарой, относящимся к рабочей смене в целом: - осмотр и опробование оборудования в процессе работы; - раскладку инструмента в начале и уборку его в конце смены; - смазку и чистку станка в течение смены; - уборку станка и рабочего места в конце смены.
Организационное обслуживание рабочего места включает работу по уходу за основным и вспомогательным оборудованием, технологической и организационной оснасткой, тарой, относящимся к рабочей смене в целом: - осмотр и опробование оборудования в процессе работы; - раскладку инструмента в начале и уборку его в конце смены; - смазку и чистку станка в течение смены; - уборку станка и рабочего места в конце смены.
 Нормативы времени на отдых и личные потребности . Время на отдых и личные потребности для условий обслуживания одним рабочим одного станка отдельно не выделяется и учтено во времени на обслуживание рабочего места. Для многостаночного обслуживания предусматривается время перерывов на отдых и личные потребности в зависимости от характеристики работ.
Нормативы времени на отдых и личные потребности . Время на отдых и личные потребности для условий обслуживания одним рабочим одного станка отдельно не выделяется и учтено во времени на обслуживание рабочего места. Для многостаночного обслуживания предусматривается время перерывов на отдых и личные потребности в зависимости от характеристики работ.
 Нормативы подготовительно-заключительного времени . Норма времени на наладку станка представляется как время на приемы подготовительно-заключительной работы на обработку партии одинаковых деталей независимо от партии и определяется по формуле (13) , (13) где Тпз – норма времени на наладку и настройку станка, мин; Тпз 1 – норма времени на организационную подготовку, мин; Тпз 2 – норма времени на наладку станка, приспособления, инструмента, программных устройств, мин; Тпр. обр – норма времени на пробную обработку.
Нормативы подготовительно-заключительного времени . Норма времени на наладку станка представляется как время на приемы подготовительно-заключительной работы на обработку партии одинаковых деталей независимо от партии и определяется по формуле (13) , (13) где Тпз – норма времени на наладку и настройку станка, мин; Тпз 1 – норма времени на организационную подготовку, мин; Тпз 2 – норма времени на наладку станка, приспособления, инструмента, программных устройств, мин; Тпр. обр – норма времени на пробную обработку.
 Время на приемы подготовительно-заключительной работы устанавливается в зависимости от вида и размерной группы оборудования, а также с учетом особенностей системы программного управления. Состав работ по организационной подготовке является общим для всех станков с ЧПУ независимо от их группы и модели. Время на организационную подготовку предусматривает: - получение наряда, чертежа, технологической документации, программоносителя, режущего, вспомогательного и контрольно-измерительного инструмента, приспособлений, заготовок до начала и сдачу их после окончания обработки партии деталей на рабочем месте или в инструментальной кладовой; - ознакомление с работой, чертежом, технологической документацией, осмотр заготовки; - инструктаж мастера.
Время на приемы подготовительно-заключительной работы устанавливается в зависимости от вида и размерной группы оборудования, а также с учетом особенностей системы программного управления. Состав работ по организационной подготовке является общим для всех станков с ЧПУ независимо от их группы и модели. Время на организационную подготовку предусматривает: - получение наряда, чертежа, технологической документации, программоносителя, режущего, вспомогательного и контрольно-измерительного инструмента, приспособлений, заготовок до начала и сдачу их после окончания обработки партии деталей на рабочем месте или в инструментальной кладовой; - ознакомление с работой, чертежом, технологической документацией, осмотр заготовки; - инструктаж мастера.
 При бригадной форме организации труда, когда производится межсменная передача обрабатываемых деталей, организационная подготовка учитывает только время на ознакомление с работой, чертежом, технологической документацией, осмотр заготовок и инструктаж мастера. В состав работ по наладке станка, инструмента и приспособлений включаются приемы работы наладочного характера, зависящее от назначения станка и конструктивных особенностей: установка и снятие крепежного приспособления; установка и снятие блока или отдельных режущих инструментов; установка исходных режимов работы станка; установка программоносителя в считывающее устройство и снятие его; настройка нулевого положения и др.
При бригадной форме организации труда, когда производится межсменная передача обрабатываемых деталей, организационная подготовка учитывает только время на ознакомление с работой, чертежом, технологической документацией, осмотр заготовок и инструктаж мастера. В состав работ по наладке станка, инструмента и приспособлений включаются приемы работы наладочного характера, зависящее от назначения станка и конструктивных особенностей: установка и снятие крепежного приспособления; установка и снятие блока или отдельных режущих инструментов; установка исходных режимов работы станка; установка программоносителя в считывающее устройство и снятие его; настройка нулевого положения и др.
 Время на пробную обработку деталей на станках токарной и револьверной групп включает затраты времени на обработку детали по программе и вспомогательное время на выполнение дополнительных приемов, связанных с измерением детали, вычислением коррекции, введением величин коррекции в систему ЧПУ, и вспомогательное время на приемы управления станком и системой ЧПУ. Время на пробную обработку деталей на станках карусельной, фрезерной, расточной групп, многоцелевых станках включает затраты времени на обработку деталей методом пробных стружек и вспомогательное время на выполнение дополнительных приемов, связанных с измерением детали, вычислением величины коррекции, введением величин коррекций в систему ЧПУ, и вспомогательное время на приемы управления станком и системой ЧПУ.
Время на пробную обработку деталей на станках токарной и револьверной групп включает затраты времени на обработку детали по программе и вспомогательное время на выполнение дополнительных приемов, связанных с измерением детали, вычислением коррекции, введением величин коррекции в систему ЧПУ, и вспомогательное время на приемы управления станком и системой ЧПУ. Время на пробную обработку деталей на станках карусельной, фрезерной, расточной групп, многоцелевых станках включает затраты времени на обработку деталей методом пробных стружек и вспомогательное время на выполнение дополнительных приемов, связанных с измерением детали, вычислением величины коррекции, введением величин коррекций в систему ЧПУ, и вспомогательное время на приемы управления станком и системой ЧПУ.
 Для расчета основного времени необходимо определить режимы резания для обработки каждой поверхности детали. Они определяются по общемашиностроительным нормативам: - Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Часть 2 – Нормативы режимов резания. – М. : Экономика, 1990. - Режимы резания металлов: справочник / Под ред. Ю. В. Барановского. – 3 -е изд. , перераб. и доп. – М. : Машиностроение, 1972. – 407 с. - Справочник технолога-машиностроителя. В 2 -х т. Т. 2 / Под. ред. А. Г. Косиловой и др. – 5 - е изд. , испр. – М. : Машиностроение, 2003. – 944 с. , ил.
Для расчета основного времени необходимо определить режимы резания для обработки каждой поверхности детали. Они определяются по общемашиностроительным нормативам: - Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Часть 2 – Нормативы режимов резания. – М. : Экономика, 1990. - Режимы резания металлов: справочник / Под ред. Ю. В. Барановского. – 3 -е изд. , перераб. и доп. – М. : Машиностроение, 1972. – 407 с. - Справочник технолога-машиностроителя. В 2 -х т. Т. 2 / Под. ред. А. Г. Косиловой и др. – 5 - е изд. , испр. – М. : Машиностроение, 2003. – 944 с. , ил.
 Пример расчета норм времени Для расчета норм времени приведем исходные данные: чертеж детали «Ролик» , материал заготовки сталь 45 ГОСТ 1050 -88, партия деталей 100 шт, заготовка – круглый прокат диаметром 125 х54. Расчет будем вести по трем случаям: 1. 1) Обработка на двух станках с ЧПУ – токарном (16 К 20 Ф 3) и фрезерном (6 Р 13 РФ 3). На токарном станке с ЧПУ обрабатываются две шейки диаметром 30 h 12 с подрезкой торцев. В операции предусмотрен переустанов заготовки в самоцентрирующемся патроне с пневматическим зажимом. На фрезерном станке с ЧПУ осуществляется обработка паза 4 х10 и 4 отверстий диаметром 16 мм в самоцентрирующихся призматических тисках с пневматическим зажимом. 2) Обработка на 5 -осевом токарном обрабатывающем центре. Обработка происходит в самоцентрирующемся патроне с пневматическим зажимом за одну операцию с переустановкой заготовки. Выполняются те же самые переходы, что и на обычных станках с ЧПУ – точение, фрезерование и сверление.
Пример расчета норм времени Для расчета норм времени приведем исходные данные: чертеж детали «Ролик» , материал заготовки сталь 45 ГОСТ 1050 -88, партия деталей 100 шт, заготовка – круглый прокат диаметром 125 х54. Расчет будем вести по трем случаям: 1. 1) Обработка на двух станках с ЧПУ – токарном (16 К 20 Ф 3) и фрезерном (6 Р 13 РФ 3). На токарном станке с ЧПУ обрабатываются две шейки диаметром 30 h 12 с подрезкой торцев. В операции предусмотрен переустанов заготовки в самоцентрирующемся патроне с пневматическим зажимом. На фрезерном станке с ЧПУ осуществляется обработка паза 4 х10 и 4 отверстий диаметром 16 мм в самоцентрирующихся призматических тисках с пневматическим зажимом. 2) Обработка на 5 -осевом токарном обрабатывающем центре. Обработка происходит в самоцентрирующемся патроне с пневматическим зажимом за одну операцию с переустановкой заготовки. Выполняются те же самые переходы, что и на обычных станках с ЧПУ – точение, фрезерование и сверление.

 3) Обработка на обрабатывающем центре с контршпинделем. Обработка происходит в самоцентрирующемся патроне с пневматическим зажимом за одну операцию с переустановкой заготовки. На таких ОЦ имеются два патрона с пневматическим зажимом и две инструментальные головки. Роль второго патрона исполняет контршпиндель, который производит переустановку заготовки и, в котором происходит дальнейшая обработка заготовки. Цикл обработки заготовки следующий: заготовку устанавливают и закрепляют в патрон; производят точение шейки диаметром 30 h 12 с подрезкой торца; производится автоматическая смена инструмента, поворотом револьверной головки; сверление 4 отверстий диаметром 16 мм; первая револьверная головка отходит в исходную точку; включается контршпиндель и подводится автоматически к патрону, который продолжает вращаться с заданной частотой; контршпиндель разгоняется до частоты вращения патрона и автоматически зажимает заготовку; патрон автоматически разжимает кулачки и контршпиндель с заготовкой отходит в свою заданную исходную точку; подводится вторая револьверная головка и производит точение шейки диаметром 30 h 12 с подрезкой торца; производится автоматическая смена инструмента и фрезерование паза 4 х10; отход револьверной головки в исходную точку и выключение контршпинделя.
3) Обработка на обрабатывающем центре с контршпинделем. Обработка происходит в самоцентрирующемся патроне с пневматическим зажимом за одну операцию с переустановкой заготовки. На таких ОЦ имеются два патрона с пневматическим зажимом и две инструментальные головки. Роль второго патрона исполняет контршпиндель, который производит переустановку заготовки и, в котором происходит дальнейшая обработка заготовки. Цикл обработки заготовки следующий: заготовку устанавливают и закрепляют в патрон; производят точение шейки диаметром 30 h 12 с подрезкой торца; производится автоматическая смена инструмента, поворотом револьверной головки; сверление 4 отверстий диаметром 16 мм; первая револьверная головка отходит в исходную точку; включается контршпиндель и подводится автоматически к патрону, который продолжает вращаться с заданной частотой; контршпиндель разгоняется до частоты вращения патрона и автоматически зажимает заготовку; патрон автоматически разжимает кулачки и контршпиндель с заготовкой отходит в свою заданную исходную точку; подводится вторая револьверная головка и производит точение шейки диаметром 30 h 12 с подрезкой торца; производится автоматическая смена инструмента и фрезерование паза 4 х10; отход револьверной головки в исходную точку и выключение контршпинделя.
 Основное время То Основное время для всех трех случаев рассчитываем по общемашиностроительным нормативам и принимаем как постоянную величину, т. е. То = const. На операции точения, фрезерования и сверления основное время можно найти по таблицам и эмпирическим зависимостям . Основное время определяем по формуле В результате получаем: мин; мин.
Основное время То Основное время для всех трех случаев рассчитываем по общемашиностроительным нормативам и принимаем как постоянную величину, т. е. То = const. На операции точения, фрезерования и сверления основное время можно найти по таблицам и эмпирическим зависимостям . Основное время определяем по формуле В результате получаем: мин; мин.
 Тмв – машинно-вспомогательное время (на подвод детали инструмента от исходных точек в зоны обработки и отвод; смену инструмента), мин. Определяем по паспортным данным станков и технологией обработки. мин; мин. Тца – время цикла автоматической работы станка по программе, мин. Определяем по формуле мин;
Тмв – машинно-вспомогательное время (на подвод детали инструмента от исходных точек в зоны обработки и отвод; смену инструмента), мин. Определяем по паспортным данным станков и технологией обработки. мин; мин. Тца – время цикла автоматической работы станка по программе, мин. Определяем по формуле мин;
 атех, аорг, аотл – время на технологическое и организационное обслуживание рабочего места, на отдых и личные потребности при одностаночном обслуживании, процент от оперативного времени . Для станков с ЧПУ и ОЦ эта величина составляет 14% от оперативного времени.
атех, аорг, аотл – время на технологическое и организационное обслуживание рабочего места, на отдых и личные потребности при одностаночном обслуживании, процент от оперативного времени . Для станков с ЧПУ и ОЦ эта величина составляет 14% от оперативного времени.
 Вспомогательное время Тв Вспомогательное время на операцию рассчитывается по формуле Нормативы вспомогательного времени на установку и снятие детали Тв. у . Для первого случая вспомогательное время на установку и снятие определяется для двух операций в зависимости от вида приспособления, способа установки и крепления детали и массы детали. При операции точения заготовка устанавливается в самоцентрирующемся патроне с пневматическим зажимом , а при фрезерной операции в самоцентрирующихся призматических тисках с пневматическим зажимом . Во время токарной операции происходит переустановка заготовки. мин; мин. При обработке на токарном ОЦ заготовка устанавливается в патроне с пневматическим зажимом при одной переустановке заготовки . мин.
Вспомогательное время Тв Вспомогательное время на операцию рассчитывается по формуле Нормативы вспомогательного времени на установку и снятие детали Тв. у . Для первого случая вспомогательное время на установку и снятие определяется для двух операций в зависимости от вида приспособления, способа установки и крепления детали и массы детали. При операции точения заготовка устанавливается в самоцентрирующемся патроне с пневматическим зажимом , а при фрезерной операции в самоцентрирующихся призматических тисках с пневматическим зажимом . Во время токарной операции происходит переустановка заготовки. мин; мин. При обработке на токарном ОЦ заготовка устанавливается в патроне с пневматическим зажимом при одной переустановке заготовки . мин.
 При обработке на ОЦ с контршпинделем заготовка устанавливается в патроне с пневмозажимом при одной переустановке заготовки с помощью автоматической установки заготовки в контршпиндель . мин. Нормативы вспомогательного времени, связанного с операцией Тв. оп. . мин; мин. Нормативы вспомогательного времени на контрольные измерения Тв. изм. . Во всех 3 случаях равна 0. Время на контрольные измерения (после окончания работы по программе) должно включаться в норму штучного времени только в том случае, если это предусмотрено технологическим процессом и с учетом необходимой периодичности таких измерений в процессе работы, и только в тех случаях, когда оно не может быть перекрыто временем цикла автоматической работы станка по программе.
При обработке на ОЦ с контршпинделем заготовка устанавливается в патроне с пневмозажимом при одной переустановке заготовки с помощью автоматической установки заготовки в контршпиндель . мин. Нормативы вспомогательного времени, связанного с операцией Тв. оп. . мин; мин. Нормативы вспомогательного времени на контрольные измерения Тв. изм. . Во всех 3 случаях равна 0. Время на контрольные измерения (после окончания работы по программе) должно включаться в норму штучного времени только в том случае, если это предусмотрено технологическим процессом и с учетом необходимой периодичности таких измерений в процессе работы, и только в тех случаях, когда оно не может быть перекрыто временем цикла автоматической работы станка по программе.

 Вспомогательное время Тв мин; мин. Ктв – поправочный коэффициент на время выполнения ручной вспомогательной работы в зависимости от партии обрабатываемых деталей .
Вспомогательное время Тв мин; мин. Ктв – поправочный коэффициент на время выполнения ручной вспомогательной работы в зависимости от партии обрабатываемых деталей .
 Норма штучного времени определяем по формуле мин; мин. Нормативы подготовительно-заключительного времени . где Тпз – норма времени на наладку и настройку станка, мин; Тпз 1 – норма времени на организационную подготовку, мин; Тпз 2 – норма времени на наладку станка, приспособления, инструмента, программных устройств, мин; Тпр. обр – норма времени на пробную обработку.
Норма штучного времени определяем по формуле мин; мин. Нормативы подготовительно-заключительного времени . где Тпз – норма времени на наладку и настройку станка, мин; Тпз 1 – норма времени на организационную подготовку, мин; Тпз 2 – норма времени на наладку станка, приспособления, инструмента, программных устройств, мин; Тпр. обр – норма времени на пробную обработку.
 мин; мин. Норма времени (норма штучно-калькуляционного времени, Тшт-к) для выполнения операций на станках с ЧПУ при работе на одном станке Нвр состоит из нормы подготовительно-заключительного времени Тпз и нормы штучного времени Тшт и определяется по формуле
мин; мин. Норма времени (норма штучно-калькуляционного времени, Тшт-к) для выполнения операций на станках с ЧПУ при работе на одном станке Нвр состоит из нормы подготовительно-заключительного времени Тпз и нормы штучного времени Тшт и определяется по формуле


стр. 1

стр. 2

стр. 3

стр. 4

стр. 5

стр. 6

стр. 7

стр. 8

стр. 9

стр. 10

стр. 11

стр. 12

стр. 13

стр. 14

стр. 15

стр. 16

стр. 17

стр. 18

стр. 19

стр. 20

стр. 21

стр. 22

стр. 23

стр. 24

стр. 25

стр. 26

стр. 27

стр. 28

стр. 29

стр. 30
ЦЕНТРАЛЬНОЕ БЮРО НОРМАТИВОВ ПО ТРУДУ ГОСУДАРСТВЕННОГО КОМИТЕТА СССР ПО ТРУДУ И СОЦИАЛЬНЫМ ВОПРОСАМ
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВРЕМЕНИ И РЕЖИМОВ РЕЗАНИЯ для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением
НОРМАТИВЫ ВРЕМЕНИ
МОСКВА ЭКОНОМИКА 1990
Нормативы времени и режимов резания утверждены постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦСПС от 3 февраля 1988 г. N9 54/3-72 и рекомендованы для применения на машиностроительных предприятиях.
Срок действия нормативов до 1994 г.
С введением в действие настоящего сборника отменяются Общемашиностроительные нормативы времени и режимов резания на работы, выполняемые на металлорежущих станках с программным управлением (МГНИИ труда, 1980).
Нормативы времени я режимов резания (4.1 и Л) разработаны Центральным бюро нормативов по труду, Челябинским политехническим институтом им. Ленинского комсомола, Рязанским и минским филиалами института "Оргстаккинпром" при участии нормативно-исследовательских организаций, предприятий машиностроения.
Первая часть содержит нормативы вспомогательного времени на установку и снятие детали, связанного с операцией; на контрольные измерения; на обслуживание рабочего места; перерывов на отдых и личные потребности; нормативы времени на наладку оборудования; на настройку инструмента вне станка; методику расчета норм обслуживания, норм времени и выработки при многостаночном обслуживании.
Вторая часть содержит нормативы режимов резания и все данные по расчету основного времени и машинно-вспомогательного времени, т.е. для расчета времени цикла автоматической работы станка по программе.
Нормативы времени и режимов резания разработаны для расчета норм времени на работы, выполняемые на наиболее распространенных видах универсального и многоцелевого оборудования с числовым программным управлением (ЧПУ), применяемого в машиностроении в условиях среднесерийного и мелкосерийного производства.
Нормативы времени и режимов резания охватывают труд наладчиков станков и манипуляторов с программным управлением, операторов станков с программным управлением, слесарей-инструментальщи-ков.
Издание рассчитано на нормировщиков и технологов, а также других инженерно-технических работников, занятых разработкой управляющих программ и расчетом технически обоснованных норм обслуживания, времени и выработки для станков с ЧПУ.
В конце сборника помещен бланк отзыва, который заполняется предпримем, организацией и направляется в адрес ЦЕНТ. 109028, Москва, ул. Солянка, д. 3, строение 3.
Обеспечение межотраслевыми нормативными и методическими материалами по труду осуществляется по заявкам предприятий и организаций через книготорговую сеть на местах. Информация об этих изданиях публикуется в Аннотирюванных тематических планах выпуска литературы издательства Экономика” и Книготорговых бюллетенях.
011(01) -90 ISBN 5 - 282 - 00697 - 9
КБ - 32 - 76 - 89
© Центральное бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам (ЦБНТ), 1990
Штучное время на сборку, настройку и разборку комплект иппрумепм n.i д>* талеоперацию определяется по формуле
^«Un* = С^шлр1 Г ^"|и пр 2 * ^Н1И|ж)* (1*1 М
где Т шлчж - штучное время на сборху, настройку и разборку комплект инструмента на деталеоперацию, мин; п - количество настраиваемых ингтрумсн mu на дсталсо-перацию, шт.; Т t ... Т ш>фа - штучное время на сборку, настройку и ра:*Сх>рку разного вида инструмента, вошедшего в комплект, мин.
1.8. Тарификация работ должна проводиться но Единому тарифно-квалификационному справочнику работ и профессий рабочих (выпуск 2, утвержденный постановлением Государственного комитета СССР по труду и социальным вопросам и ВЦСПС от 16 января 1985 г. № 17/2-541 с учетом последующих дополнений и изменений к нему. Несоответствие квалификации рабочего установленному разряду работы не может служить основанием для каких-либо изменений норм времени, рассчитанных по сборнику.
1.9. По мере совершенствования станков с ЧПУ и систем управления, а также в тех случаях, коша на предприятиях уже достигнут более высока)! производительность труда при качественном выполнении работ, к нормативам времени могут быть установлены понижающие поправочные коэффициенты.
В случаях когда действующие на предприятиях местные нормы времени меньше рассчитанных по нормативам, действующие нормы должны быть оставлены без изменения.
1.10. Нормативы времени вводятся в действие в порядке, предусмотренном "Положением об организации нормирования труда в народном |(0зяйстве”, утвержденным постановлением Государственного комитета СССР по труду и социальным вопросам и Президиума ВЦСПС от 19 июня 1986 г. № 226/II-6.
L11. Для пояснения порядка пользования нормативами времени ниже приводятся примеры расчета подготойительно-захлючительного времени и штучного времени настройки инструмента.
Примеры расчета норм времени, режимов резания и времени автоматической работы станха по программе приведены во II части сборника в соответствующих разделах.
1.12. Примеры расчета норм подготовительно-заключительного времени и штучного времени настройки инструмента
1.12.1. Примеры расчета норм подгсповительно-^аключительного времени
Исходные данные
1. Наименование операции - токарно-револьверная.
2. Станок - токарно-револьверный с ЧПУ.
3. Модель станка - 1П426ДФЗ (диаметр обрабатываемого прутка - 65 мм).
4. Модель устройства ЧПУ - "Электроника НЦ-ЗГ, программоноситель - память.
5. Наименование детали - поршень усилителя.
6. Обрабатываемый материал - сталь 45, масса - 0,5 кг.
7. Способ установки детали - в цанговом патроне.
8. Условия организации труда: централизованная доставка на рабочее место заготовок, инструмента, приспособлений, документации и сдача их после обработки партии деталей; получение инструктажа до начала обработки детали. Осуществляется групповая обработка деталей (цанговый патрон не устанавливается на шпиндель станка).
Программа обработки детали составлена инженером-программистом, вводится в память системы ЧПУ токарем-оператором; программа содержит 17 обрабатываемых размеров.
9. Количество инструментов в наладке - 5:
1. Резец 2120-4007 Т15К6 (канавочный).
2. Резец 2102-0009 (проходной упорный).
3. Резец специальный (канавочный).
4. Резец 2130-0153 Т15К6 (отрезной).
5. Сверло 2301-0028 (отверстие 010).
|
||||||||||||||||||||||||||||||||||||
|
Пробная обработка 6 Деталь точная (имеет поверхности с допусками на диаметры свыше 11-го квалигета, канавки) дл» четырех инструментов и четырех измеряемых Карта 29, 8,8 по диаметру поверхностей (две наружные поверхности: поз. 27, 0 50,3 МО и О 203 МО; одна канавка b = 6; инд. г; приме- однл канавка-выточка 0 30 чания 2, 3 |
||||||||||||||||||||||||||||||||||||
Карта 29, 8,8 + t
примечание 1
Итого подготовительно-заключительное время на партию деталей
1. Наименование операции - токарно-карусельная.
4. Модель устройства ЧПУ-Н55-2, программоноситель - перфолента.
5. Наименование детали-фланец. «л.
6. Обрабатываемый материал - ~ чугун СЧ20, масса -1500 кг.
7. Способ установки детали - в четыре кулачка с коробками, каждый закрепляется шестью болтами на планшайбе станка.
8. Условия организации труда: доставку на рабочее место инструмента, приспособлений, документации, заготовок и сдачу их после окончания обработки партии деталей осуществляет оператор (наладчик).
Инструмент на приборе для настройки вне станка предварительно не настраивается.
9. Количество инструментов в наладке - 4 (в том числе один канавочный резец, инструменты 1 и 2 - от предыдущей наладки):
1. Резец 2102-0031ВК8 (проходной).
2. Резец 2141-0059 ВК8 (расточной).
3. Резец 2140-0048 ВК8 (расточной).
4. Резец НЖ212-5043 (канавочный).
|
||||||||||||||||||||||||||||||||||||||||||||
|
||||||||
|
Пробно* обработка Деталь точная (имеет поверхности с допусками на диаметры свыше 11-го квалигета, канавку) растачивание канавок - один инструмент, одна канавка (08ООН9Х07ОО) растачивание и протачивание наружных н внутренних поверхностей - три инструмента, три изменяемые по диаметру поверхности- 0 1150h9,0 800Н9, Карта 30, поз» 49, инд. а Карта 30, поз. 5, инл. в, all Карта 30, примечание 1 25,5 0,85 - 21,7 263 |
||||||||
И т о г о Т
Итого подготовительнскаключительноевремя на партию деталей
Т„-Т и1 +Т„ а + Т ярв ^ 91.9
Исходные данные
1. Наименование операции - токарная.
Z Станок - токарный патронный с ЧПУ.
3. Модель станка - 1П756ДФЗ (наибольший диаметр изделия, устанавливаемого над станиной, - 630 мм).
4. Модель устройства ЧПУ - 2С85, программоноситель - перфолента, память.
5. Наименование детали - фланец.
6. Обрабатываемый материал - чугун СЧ25, масса - 90 кг.
7. Способ установки детали - в трех кулачковом патроне.
8. Условия организации труда: достав*/ на рабочее место инструмента, приспособлений, документации, заготовок и сдачу их после обработки партии деталей осуществляет оператор (наладчик). Осуществляется групповая обработка деталей (грехкулачховый патрон на шпинделе станка не устанавливается).
Программа обработки детали составлена инженером-программистом, вводится в память системы ЧПУ токарем-оператором. Программа содержит 20 обрабатываемых размеров.
наладки):
1. Резец 2102-0005 (проходной упорный).
2. Резец 2141-0604 (расточной).
3. Резец 2141-0611 (расточной).
4. Резец НЖ 2126-5043 (канавочный).
5 Количество инструментов в наладке - 4 (инструменты 1 и 2 - от предыдущей
Карта, полиция, индекс
Время, мии
*1.0
1 Организационная подготовка
Карта 21. по 1). 2,3,4, инл. п
ции и сдача их после обработки партии деталей; получение инструктажа до начала обработки деталей; сборка инструмента производится на специальном участке настройки инструментов станков с ЧПУ.
9. Количество инструментов в наладке - 25 (четыре инструмента: 1,12, 24,25 - от предыдущей наладки):
1. Фреза торцовая 6221-106.005 (плоскости 800x800).
2. Резец получистовой (отверстие 0 259,0).
3. Резец чистовой (отверстие 0259ДН9).
4. Резец получистовой (отверстие 0169,0).
5. Резец чистовой (отверстие 0169,5Н9).
6. Резец черновой (отверстие 0 89).
7. Резец получистовой (отверстие 0 89,5).
8. Резец чистовой (отверстие 0 90js6).
9. Резец черновой (отверстие 0 79).
10. Резец получистовой (отверстие 0 79,5).
1L Резец чистовой (отверстие 0 80js6).
12. Фреза дисковая 2215-0001ВК8 (занижение 0 205).
13. Резец черновой (отверстие 0 99).
14. Резец получистовой (отверстие 0 99,5).
15. Резец чистовой (отверстие 0100js6).
16. Резец получистовой (выточка 0130).
17. Сверло 23004)200 (отверстие 0 8,6).
18. Метчик 26804Ю03 (резьба К1/8").
19. Сверло 2301-0046 (отверстие 014).
20. Сверло 2301-0050 (отверстие 015).
21. Зенкер 2320-2373 № 1ВК8 (отверстие 015,5).
22. Развертка 2363-0050Н9 (отверстие 015,95Н9).
23. Развертка 2363-00550Н7 (отверстие 016Н7).
24. Сверло 2317-0006 (центровочное).
25. Сверло 2301-0061 (фаски).
|
Карга, позиция, индекс |
Время, мин |
||
|
Организационная подготовка Итого Т П11 |
Карта 25, поз. 1,3,4, инд. б |
4,0 + 2,0 + 2,0 8,0 |
|
|
Наладка станка* приспособлений, инструмента, программных устройств: | |||
|
установить приспособление и сиять |
Карта 25, поз. 13 | ||
|
переместить стол, бабку я зону, удобную для наладки |
Карта 25, поз. 20 | ||
|
установить исходные режимы работы станка (число оборотов шпинделя) |
Карта 25, поз. 21 | ||
|
установить инструментальные блоки в магазине и снять 21 инструмент |
Карта 25, поз. 22 | ||
|
установить программоноситель в считывающее устройство и снять |
Карта 25, пох 24 | ||
|
проверить работоспособность считывающего устройства и перфоленты |
Карта 25, пох 25 | ||
|
установить исходные координаты X и Y (настроить нулевое положение) по цилиндрической поверхности |
Карта 25, пох 29 | ||
|
установить инструмент на длину обработки (по оси Z для шести инструментов: 1,7,12,16,24 и 25) |
Карта 25, пох 30 | ||
|
Итого Т„ 2 | |||
|
И |» О л О Л Ж С II и с |
||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||
|
В Пробная офшботка Деталь точная (имеет поверхности с допусками на лмамс* т *ры свыше И-го квалитета, канаьку) для четырех инструментов и трех измеряемых по дипмш ру K;iрта 2.4, 8,9 поверхностей - e>*2c0hl0, <3 200Е17и канавка b = 10 тч. 6, чпл г Итого Т п лб Ка р».»2К, b.V + 1 ЩШШ‘Ч.<ииС 1.1 |
||||||||||||||||||||||||||||||||||||
Итого гюдготовишьно^ключительноевремя на партию деталей
Т «1 + Т «2 +Т пр.обр
Пример 5 Исходные данные
1. Наименование операции - вертикально-фрезерная.
2. Станок - вертикально-фрезерный с ЧПУ.
3. Модель станка - 6Р13РФЗ (с длиной стола -1600 мм).
4. Модель устройства ЧПУ - НЗЗ-1М; программоноситель - перфолента.
5. Наименование детали - планка.
6. Обрабатываемый материал - сталь 45, масса -10 кг.
7. Способ установки детали - в переналаживаемом универсальносборном приспособлении (УСП).
8. Условия организации труда: централизованная доставка на рабочее место заготовок, инструмента, приспособлений, документации и сдача их после обработки партии деталей; получение инструктажа до начала обработки деталей.
9. Количество инструмента в наладке - 6 (инструменты 1 и 5 - от предыдущей наладки):
1. Сверло 2317-003 (центровочное).
2. Сверло 22-2 (отверстие 0
3. Фреза концевая специальная (для канавки b = 20).
4. Фреза 2234-0007 (для паза b = 8Н9).
5. Сверло 6-1 (отверстие 0 6).
6. Зенковка 2350-0106 ВК6 (занижение 016).
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Пробная обработка Фрезерование паза Ь ж АН9и L паза * 634 Карта 33, 192 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Итого Т про60 _
Итого подготопитсльно-заклю"штельное время на партию деталей
Тоз 1 + Т и# 2 + Тпробр
1.12.2. Пример расчета штучного времени настройки инструмента
Исходные данные
1. Наименование операции - сборка, настройка и разборка комплекта инструментов, необходимого для обработки деталей на сверлильно-фрезерно-расточном станке.
2. Наименование прибора - БВ-2027, с цифровой индикацией.
3. Характеристика станка - конус 7:24 № 50.
4. Условия организации труда: доставка инструмента и технической документации на рабочее место слесаря-инструментальщика осуществляется рабочими обслуживающего производства, разборка отработанного инструмента - слесарем-инс-трументалыциком.
|
Штучное время, мии | |||||
|
Применяемый инструмент |
Карта, позиция, индекс |
кя нас-гройку и сбор* ку |
на разборку | ||
|
Сверло 0 83, патрон сверлильный, втулка |
вид соединения - 1 |
2,64 ■ 0,45 - 1,19 | |||
|
2 Меток М10, патрон резьбонарезной регулируемый, державка |
вид соединения - 2 |
3,15 * 0,65 = 2,05 | |||
|
3 Сверло перовое 0 32, оправка, втулка |
вид соединения - 1 | ||||
|
4 Резец оправка регулируемая для Карта 38, косого крепления, резка, державка вид соединения - 3, 0 растачиваемого отверстия - 80 мм | |||||
2. МНОГОСТАНОЧНОЕ ОБСЛУЖИВАНИЕ
2.1. Для развития и повышения эффективности многостаночного обслуживания станков с числовым программным управлением (ЧПУ) на предприятии должны создаваться определенные организационно-технические условия, позволяющие значительно повысить производительность труда операторов и наладчиков. Работа по обслуживанию станков с ЧПУ предусматривает совмещение функций оператора и наладчика.
2.2. Наиболее экономически целесообразной формой организации труда на участках станков с ЧПУ является, звеньевая (групповая). При звеньевой (групповой) форме определенная зона обслуживания закрепляется за звеном или группой рабочих, входящих в бригаду.
Опыт работы предприятий свидетельствует о преимуществе звеньевой формы организации труда при обслуживании станков с ЧПУ, при котором обеспечивается лучшее использование рабочего времени и оборудования.
Лучшим разделением труда при обслуживании рабочих мест станков с ЧПУ считается такое, при котором многостаночник и наладчик имеют наряду с разделенными часть общих функций. К общим функциям относятся осуществление оперативной работы, подналадка станков; функции наладки оборудования осуществляет наладчик. Такое разделение труда имеет экономические и социальные преимущества. Возможность выполнения одних и тех, же функций двумя рабочими позволяет уменьшить простои оборудования вследствие совпадения в необходимости обслуживания нескольких станков и улучшить использование рабочего времени. Вместе с тем освоение многостаночниками функций подналадки повышает содержательность их труда, создает возможности для роста квалификации.
2.3. Для внедрения многостаночного обслуживания и рационального использования рабочего времени необходимо создать каждому рабочему достаточный фронт работ. Оборудование, оргоснастка должны быть удобно расположены, отвечать требованиям бригадной формы организации труда. Для этого проектирование организации рабочих мест многостаночников осуществляется в соответствии со схемами, представленными в разделе 3.5. Предпочтение надо отдавать схемам, при 2 которых обеспечиваются полная загрузка рабочего активной работой, наименьшая длина переходов в пределах рабочего места и хорошая обозримость всех станков.
Различают циклическое и нециклическое обслуживание станков на многостаночном рабочем месте. При циклическом обслуживании рабочий последовательно выполняет приемы вспомогательной работы, переходя от станка к станку. При нециклическом обслуживании рабочий подходит к тому станку, на котором закончилась автоматическая работа, независимо от расположения станков на участке.
2.4. Расчет норм обслуживания
2.4.1. Нормы обслуживания устанавливают с учетом нормальной величины занятости - К да. При работе на станках с ЧПУ, учитывая неоднородные технологические операции при изменяющейся номенклатуре изготавливаемых деталей, К л л - 0,75...0,85. При работе на станках-дублерах К А5 = 0,85. Д95.
Z42. Расчет количества станков, обслуживаемых одним рабочим, необходимою для обслуживания имеющегося на участке оборудования с ЧПУ, и численности звена производят по формулам:
а) при работе на станках-дублерах
П с = (-bs- + 1) К Л1 ; (21)
б) при работе на станках, изготавливающих неоднородную продукцию,
"с = + 1} к, (2-2)
где - время цикла автоматической работы станка (машинно-программирован-ное время на обработку детали, работу манипулятора или робота, неперекрываемое временем обработки детали), мин (по формуле 13); 2j - сумма времени обра
ботки деталей (по программе и работы манипулятора или робота) на рабочем месте за период одного цикла, мин; Т, - время занятости рабочего выполнением ручной, машинно-ручнойработы, активным наблюдением за ходом технологического процесса и тл., мин; Jj Т а - сумма времени занятости рабочего на всех обслуживаемых станках за период одного цикла, мин; - нормальная величина занятости.
Численность звена рассчитывают по формуле
S - -Ь»-, (23)
где S - численность звена, необходимая для обслуживания имеющегося на участке оборудования, чел.; Пу Ч - число станков с ЧПУ, установленных на участке; п с - число станков, обслуживаемых одним рабочим.
Т, - Т, у + TYo, + Т ММ(+ Т. + Т п + Т^, (2.4)
где Т лу - время на установку и снятие детали вручную или подъемником, мин; Тьо„ - вспомогательное время, связанное с операцией (не вошедшее в управляющую программу), мин; Т й - время активного наблюдения за ходом технологического процесса, мин; Т п - время переходов многостаночника от одного станка к другому (за время одного цикла), мин (приведено в табл. 2.4); Т м - вспомогательное время на контрольные измерения, мин; - время на обслуживание рабочего места, мин.
2.43. Количество станков на многостаночных рабочих местах определяют на основе сравнительного расчета производительности труда и себестоимости обработки, особенно при установке дорогостоящего оборудования, такого, как станки многоцелевые с ЧПУ.
Экономически выгодное число станков, обслуживаемых многостаночником, может быть определено путем сравнения расходов, связанных с работой многостаночника и оборудования, при эксплуатации станков и различных вариантах обслуживаемого оборудования.
При расчете количества обслуживаемых станков, соответствующего наименьшим суммарным затратам на выполнение операций, учитывают затраты на выполнение операций, затраты овеществленного труда, необходимого для выпуска одинакового объема продукции, к которым относятся амортизационные расходы, расходы на текущий ремонт и техническое обслуживание, электроэнергию, через с 0
соотношение-и коэффициент занятости К/. 3
1. ОБЩАЯ ЧАСТЬ
1.1. Нормативы времени и режимов резания предназначены для технического нормирования работ, выполняемых на универсальных и многоцелевых станках с. числовым программным управлением в условиях мелкосерийного и среднесерийного типов производства. Одной из основных характеристик типа производства ни ляется коэффициент закрепления операций (К^), рассчитываемый по формуле
где О - число различных операций; Р - число рабочих мест, выполняющих различные операции.
Коэффициент закрепления операций в соответствии с ГОСТ 3.1121-84 принимают равным:
10 < К м £ 20 - для среднесерийного типа производства;
20 < 3 40 - для мелкосерийного типа производства.
Значение коэффициента закрепления операции принимается для планового периода, равного одному месяцу.
За основу в сборнике принят среднесерийный тип производства. Для предприятий мелкосерийного типа производства или для отдельных участков в среднесерийном типе производства, работающих в условиях мелкосерийного производства, применяются поправочные коэффициенты на вспомогательное время.
1.2. При внедрении бригадной (звеньевой, групповой) формы организации труда нормативы могут быть использованы для расчета норм обслуживания, комплексных норм времени, норм выработки и численности.
13. Применение станков с числовым программным управлением является одним из главных направлений автоматизации обработки металлов резанием, дает значительный экономический эффект и позволяет высвободить большое число универсального оборудования, а также улучшить качество продукции и условия труда станочников. Наибольший экономический эффект от внедрения станков числовым программным управлением достигается при обработке деталей сложного профиля, которая связана с постоянно изменяющимися параметрами резания (скорости, направления подачи и др.).
Применение станков с числовым программным управлением взамен универсального оборудования позволяет:
использовать многостаночное обслуживание и бригадную (звеньевую, групповую) форму организации труда;
повысить производительность труда за счет сокращения вспомогательного и машинного времени обработки на станке;
исключить разметочные операции и межоперационный контроль; благодаря обильному охлаждению и благоприятным условиям образования стружки увеличить скорость обработки и исключить необходимость визуального слежения за разметкой;
автоматизировать приемы вспомогательных работ (подвод и отвод инструмента или детали, установку инструмента на размер, смену инструмента), использовать оптимальные траектории движения инструмента;
Расходы* связанные е одной минутой работы основного рабочего-многостаночника прн среднем проценте выподнення норм с учетом начисления на заработную плату, затратами на содержание вспомогательного н обслуживающего персонала -
Разряд работы
ш
2.4.4. Расчет коэффициента занятости
т + т
ще - оперативное время, мин.
|
Таблица 2.2 Затраты на эксплуатацию станков с ЧПУ в течение одной минуты |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
снизить трудоемкость слесарной доработки благодаря получению высокой точности и меньшей шероховатости криволинейных участков контуров и поверхностей деталей;
снизить трудоемкость сборки изделия, что обусловлено стабильностью размеров деталей (повышением точности) и ликвидацией подгоночных операций; сократить затраты на проектирование и изготовление оснастки.
L4. Сборник разработан в двух частях. Часть I содержит нормативы подготовительно-заключительного времени, времени на установку и снятие детали, вспомогательного времени, связанного с операцией, на обслуживание рабочего места, перерывов на отдых и личные потребности, на контрольные измерения, на настройку инструмента вне станка; часть П содержит нормативы режимов резания, позволяющие выбрать типоразмер инструмента, его геометрические параметры, марку режущей части инструмента, необходимый припуск, количество рабочих ходов подачи, скорости резания, мощность, потребную на резание.
Нормативы времени и режимов резания приводятся как в табличном виде, так и в аналитическом, тем самым позволяют использовать ЭВМ при составлении программы и расчете норм времени, соответствующих наименьшим затратам на операцию и наибольшей производительности станка при обеспечении повышенной надежности работы инструмента. Эксплуатация инструментов на режимах, рекомендуемых нормативами, возможна лишь при соблюдении технологической дисциплины производства (оборудование, инструмент, заготовки, оснастка должны удовлетворять требуемым нормам).
Приведенные в сборнике нормативы времени рассчитаны для нормирования работ при обслуживании рабочим одного станка. При нормировании многостаночных работ для расчета нормы времени необходимо пользоваться методическими указаниями и нормативами времени для многостаночных работ, приведенными в картах 17,18,19.
15. При разработке нормативов времени и режимов резания в качестве исходных данных были использованы следующие материалы:
первичные материалы производственных наблюдений по организации труда, технологии, затратам времени и режимов резания предприятий машиностроения;
отраслевые нормативы времени и режимов резания, разработанные ГСПКТБ "Оргариминструмент" (г. Москва), Рязанским, Минским и Новосибирским филиалами института "Оргстанкинпром", Центром по научной организации труда Мин-тяжмаша (г. Краматорск) и др.;
Определение нормативов времени на отдых и личные надобности. Межотраслевые методические рекомендации (М.: НИИ труда, 1982);
Развитие многостаночного обслуживания и расширение зон обслуживания в промышленности. Межотраслевые методические рекомендации и научно обоснованные нормативные материалы (М.: НИИ труда, 1983);
Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного на металлорежущих станках. Мелкосерийное и единичное производство (М.: НИИ труда, 1982);
Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного на работы, выполняемые на металлорежущих станках. Среднесерийное и крупносерийное производство (М.: НИИ труда, 1984);
паспортные данные металлорежущих станков с ЧПУ и многоцелевых; техническая литература.
1.6. Норма времени и ее составляющие
1.6.1. Норма времени на выполнение операций на станках с ЧПУ при работе на одном станке (Н^ состоит из нормы подготовительно-заключительного времени (Г в J и нормы штучного времени (Т^)
а тта ^ а орг а отл \
T D1 = Cr u . + T.-Kj(i +
где T n - время цикла автоматической работы станка по программе» мин;
Т.-Т. + Т., (13)
где Т с - основное (технологическое) время, на обработку одной детали, мин;
Т„ = £ (1.4)
где Ц - длина пути, проходимого инструментом или деталью в направлении подачи при обработке йо технологического участка (с учетом врезания и перебега), мм; S* - минутная подача на данном технологическом участке, мм/мин; Т м - машинно-вспомогательное время по программе (на подвод детали или инструмента от исходных точек в зоны обработки и отвод; установку инструмента на размер, смену инструмента, изменение величины и направления подачи, время технологических пауз (остановок) и тл.), мин;
т. = Т„ + + Т„„, (1.5)
эде Т м - время на установку и снятие детали вручную или подъемником, мин; Т ш - вспомогательное время, связанное с операцией (не вошедшее в управляющую программу), мин; Т маи - вспомогательное неперекрываемое время на измерения, мин; К Тв - поправочный коэффициент на время выполнения ручной вспомогательной работы в зависимости от партии обрабатываемых деталей; а^, а^, а отл - время на техническое и организационное обслуживание рабочего места, на отдых и личные потребности при одностаночном обслуживании, % от оперативного времени.
1.6.1.1. При коллективной форме организации труда рассчитывают комплексные нормы затрат труда (Н врл, чел.-ч), которые могут быть получены на основе применения корректирующих коэффициентов к сумме операционных норм, рассчитанных для условий индивидуальной формы организации труда. Возможно использование корректирующих коэффициентов к сумме отдельных составляющих комплексной нормы, отражающих суммарное значение затрат времени по категориям этих затрат.
Комплексная норма Определяется по формуле
н,р,= £н.„-к*, (1.6)
где Н (- норма времени на изготовление i-й детали бригадокомплекта, чел.-ч; i = 1,2,3,..., л - количество деталей, входящих в бригадокомплекг;
Н.Р, = S н* (1.7)
ще H Bpj - норма времени на выполнение j-й операции, чел.-ч; j = 1, 2,3,..., ш - количество операций, необходимых для изготовления j-й детали; - коэффициент
эффекта бригадной работы (К^ < 1).
Коэффициент эффекта бригадной работы (К^) учитывает среднюю величину роста производительности труда, ожидаемую при переходе от индивидуальной к бригадной форме организации труда, которая должна входить в комплексные нормы.
В результате перераспределения функций между членами бригады, осуществления взаимопомощи или взаимозаменяемости сокращается необходимое время на выполнение закрепленного за бригадой объема работ, следовательно, должна снижаться соответствующая норма времени. Это происходит за счет уменьшения
Более полные и подробные данные см. Методические рекомендации по нормированию труда рабочих в условиях коллективных форм его организации и стимулирования. М.: Экономика, 1987.
величины отдельных составляющих нормы времени: вспомогательного времени, времени обслуживания рабочего места, регламентированных перерывов, подгото-вительнО"Заключительного времени, а тахже за счет перекрытия отдельных составляющих нормы времени машинным временем (в последнем случае величина каждой составляющей нормы времени может остаться и неизменной).
В сквозных бригадах трудоемкость изготовления бригадокомплекта может сокращаться за счет исключения отдельных элементов подготовительно-заключительного времени и времени обслуживания рабочего места при передаче смены "на ходу".
Коэффициенты эффекта бригадной работы (К^) устанавливаются: на уровне отрасли;
на уровне предприятия, если отсутствуют отраслевые коэффициенты или в них недостаточно полно отражается специфика бригадной организации труда на конкретном предприятии.
вводятся в качестве Норматива для всей отрасли на определенный срок (не менее 1 года).
В целях расширения возможности использования коэффициента эффекта бригадной работы кроме общей величины коэффициента рассчитывают значения каждой его составляющей.
Эффект бригадной работы может быть получен за счет следующих составляющих:
расширения совмещения профессий (К^; расширения многостаночного обслуживания (IQ; взаимопомощи и взаимозаменяемости членов бригады (К,); передачи смены "на ходу" в сквозных бригадах (К 4); перераспределения функций между членами бригады (К 3) и тд.
Общая величина определяется как произведение его составляющих (для данного вида бригады), т.е.
К*-К,-К,-К, ...К, (1.8)
На уровне предприятия устанавливают, как правило, общие значения К^, принимаемые в течение срока, на который они рассчитаны, но не менее года, если не меняются условия производства.
Если в бригаду кроме рабочих-сделыциков входят рабочие-повременщики в инженерно-технические работники, то комплексная норма времени (чел.-ч) cl "то-ит из суммы норм времени рабочих-сдельщикоп, повременщиков и инженерно технических работников на изготовление одного бригадокомплекта, скорректированной на коэффициент эффекта бригадной работы.
L6.2 Нормативы вспомогательного времени на установку и снятие детали. Нор мативы времени на установку и снятие детали даны по видам приспособлений вис зависимости от типов станков и предусматривают наиболее распространенные спо собы установки, выверки и крепления деталей в универсальных и специальных за жимах и приспособлениях. В качестве главных факторов, влияющих на время ус тановки и снятия детали, приняты масса детали, способ установки и крепления де тали, характер и точность выверки. Кроме указанных факторов учтены xapaierei установочной поверхности, число одновременно устанавливаемых деталей, коли чество зажимов и др.
Нормативное время на установку и снятие детали предусматривает выполнение следующей работы:
при установке и снятии вручную
взять и установить деталь, выверить и закрепить; включить и выключить ста нок; открепить, снять деталь и уложить в тару; очистить приспособление от струж ки, протереть базовые поверхности салфеткой;
при установке и снятии детали мостовым краном
вызвать кран; застропить деталь; транспортировать деталь к станку; установить деталь, отстропить деталь, выверить и закрепить; включить и выключить станок; открепить деталь; вызвать кран; застропить деталь; снять со станка, транспортировать ее на место хранения; отстропить деталь, очистить приспособление или поверхность стола от стружки, протереть базовые поверхности салфеткой.
При установке и снятии детали подъемником при станке (или группе станков) выполняют ту же работу, что и при установке и снятии детали мостовым краном, за исключением вызова крана.
При установке в специальных приспособлениях вспомогательное время определяют как сумму времени: на установку и снятие одной детали; на установку и снятие каждой последующей детали свыше одной в многоместных приспособлениях; на закрепление детали с учетом количества зажимов; на очистку приспособления от стружки, на протирку базовых поверхностей салфеткой.
На предприятиях кроме универсальных и специальных приспособлений на станках с ЧПУ для установки и снятия детали применяют также роботы, манипуляторы и столы-спутники.
В связи с большим разнообразием видов и технических характеристик роботов и манипуляторов разработать нормативы времени на установку и снятие детали с их помощью не представляется возможным; на каждом предприятии необходимо составлять карты по применению роботов. В качестве примера дано приложение 15. Для случаев работы на многоцелевых станках с применением столов-спутников необходимо пользоваться картой 20, где приведена схема загрузки спутников и время смены спутников.
В отдельных случаях, когда программой предусмотрена специальная технологическая пауза на перезакрепление детали, нормативное время должно уменьшаться на величину, перекрываемую автоматической работой станка. Нормативами предусматривается установка и снятие детали массой до 20 кг вручную и свыше 20 кг с помощью подъемных механизмов.
Время на установку в ручную детал ей массой свыше 20 кг приведено в нормативах для использования в отдельных случаях при обработке на участках, где отсутствуют подъемно-транспортные средства. Не допускается установка вручную деталей массой свыше 15 кг мужчинам, не достигшим 18 лет, и женщинам.
При этом учитывается, что детали, устанавливаемые вручную, находятся на расстоянии 2 м от станка, а устанавливаемые краном - до 5 м.
1.6.3. Нормативы вспомогательного epeuienu, связанного с операцией. Вспомогательное время, связанное с операцией, подразделяется на:
вспомогательное время, связанное с операцией, не вошедшее во время цикла автоматической работы станка по программе и предусматривающее выполнение следующей работы:
включить и выключить лентопротяжный механизм; установить заданное взаимное положение детали и инструмента по координатам X, Y, 2 и в случае необходимости произвести поднастройку; открыть и закрыть крышку лентопротяжного механизма, перемотать, заправить ленту в считывающее устройство; проверить приход детали или инструмента в заданную точку после обработки; продвинуть перфоленту в исходное положение; установить щиток от забрызгивания эмульсией и снять;
машинно-вспомогательное время, связанное с переходом, включенное в программу и относящееся к автоматической вспомогательной работе станка, предусматривающее: подвод детали или инструмента от исходной точки в зону обработки и отвод; установку инструмента на размер обработки; автоматическую смену инструмента; включение и выключение подачи; холостые ходы при переходе от обработки одних поверхностей к другим; технологические паузы, предусмотренные
при резком изменении направления подачи, проверке размеров, для осмотра инструмента и переустановки или перезакрепления детали.
Машинно-вспомогательное время, связанное с переходом, включенное в программу на перечисленные приемы,определяется по паспортным данным станков или другим регламентирующим документам, входит в качестве составляющих элементов во время автоматической работы станка и отдельно не учитывается (см. приложения 27-30, часть II).
1.6.4. Нормативы вспомогательного времени на контрольные измерения. Необходимые размеры деталей, обрабатываемых на станках с числовым программным управлением, обеспечиваются конструкцией станка или режущего инструмента и точностью их настройки.
В связи с этим время на контрольные измерения (после окончания работы по программе) должно включаться в норму штучного времени только в том случае, если это предусмотрено технологическим процессом и с учетом необходимой периодичности таких измерений в процессе работа, и только в тех случаях, если оно не может быть перекрыто временем цикла автоматической работы станка по программе.
1.6.5. Нормативы времени на обслуживание рабочего места. Время на обслуживание рабочего места дано по типам и размерам оборудования с учетом одностаночного и многостаночного обслуживания в процентах от оперативного времени. Техническое обслуживание рабочего места предусматривает выполнение следующих работ:
смену инструмента (или блока с инструментом) вследствие его затупления; регулировку и подналадку станка в процессе работы (изменение величины коррекции инструмента);
сметание и периодическую уборку стружки в процессе работы (кроме сметания стружки с базовых поверхностей установочных приспособлений, время на которое учтено во вспомогательном времени на установку и снятие детали).
Организационное обслуживание рабочего места включает работу по уходу за рабочим местом (основным и вспомогательным оборудованием, технологической и организационной оснасткой, тарой), относящуюся к рабочей смене в целом: осмотр и опробование оборудования в процессе работы;
раскладку инструмента в начале и уборку его в конце смены (кроме многоцелевых станков);
смазку и чистку станка в течение смены;
получение инструктажа мастера, бригадира в течение смены;
уборку станка и рабочего места в конце смены.
1.66. Нормативы времени на сптдых и личные потребности. Время на отдых и личные потребности для условий обслуживания одним рабочим одного станка отдельно не выделяется и учтено во времени на обслуживание рабочего места.
Для случаев многостаночного обслуживания предусмотрена карта времени перерывов на отдых и личные потребности в зависимости от характеристики работ и с рекомендациями по содержанию отдыха.
1.6.7. Нормативы подготовительно-заключительного времени. Нормативы рассчитаны на наладку станков с ЧПУ для обработки деталей по внедренным управляющим программам и не включают действий по дополнительному программированию непосредственно на рабочем месте (кроме станков, оснащенных оперативными системами программного управления).
Норма времени на наладку станка представляется как время на приемы подготовительно-заключительной работы на обработку партии одинаковых деталей не зависимо от партии и определяется по формуле
Т п, = Т пз1 +Т пз2 + Т прлбр, (1.9.
где Т пз - норма времени на наладку и настройку станка, мин; Т пз {- норма време ни на организационную подготовку, мин; Т пэ 2 - норма времени на наладку сгаикг
приспособления, инструмента, программных устройств, мин; - норма времени на пробную обработку.
Время на приемы подготовительно-заключительной работы устанавливается в зависимости от вида и размерной группы оборудования, а также с учетом особенностей системы программного управления и подразделяется на время на организационную подготовку; на наладку станка, приспособлений, инструмента, программных устройств; на пробный проход по программе или пробную обработку детали.
Состав работы на организационную подготовку является общим для всех станков с ЧПУ независимо от их группы и модели. Время на организационную подготовку предусматривает:
получение наряда, чертежа, технологической документации, программоносителя, режущего, вспомогательного и контрольно-измерительного инструмента, приспособлений, заготовок до начала и сдачу их после окончания обработки партии деталей на рабочем месте или в инструментальной кладовой;
ознакомление с работой, чертежом, технологической документацией, осмотр заготовки;
инструктаж мастера.
При бригадной форме организации труда, когда производится межсменная передача обрабатываемых деталей, организационная подготовка учитывает только время на ознакомление с работой, чертежом, технологической документацией, осмотр заготовок и инструктаж мастера.
В состав работы на наладку станка, инструмента и приспособлений включаются приемы работы наладочного характера, зависящие от назначения станка и его конструктивных особенностей:
установка и снятие крепежного приспособления;
установка и снятие блока или отдельных режущих инструментов;
установка исходных режимов работы станка;
установка программоносителя в считывающее устройство и снятие его; настройка нулевого положения и др.
Вреиш на пробную обработку деталей на станках токарной (до 630 мм) и револьверной групп включает затраты времени на обработку детали по программе (время цикла) плюс вспомогательное время на выполнение дополнительных приемов, связанных с измерением детали, вычислением коррекции, введением величин коррекций в систему ЧПУ, и вспомогательное время на приемы управления станком и системой ЧПУ.
Время на пробную обработку деталей на станках токарной (свъаие 630 мм) % карусельной, фрезерной, расточной групп, ишогоцелевьсс станках включает затраты времени на обработку деталей методом пробных стружек резцовым инструментом, концевыми фрезами плюс вспомогательное время на выполнение дополнительных приемов, связанных с измерением детали, вычислением величин коррекций, введением величин коррекций в систему ЧПУ, и вспомогательное время на приемы управления станком и системой ЧПУ.
1.7. Нормы штучного времени па размерную настройку режущего инструмента вне станка
1.7.1. Нормы штучного времени предназначены для нормирования работ по настройке режущего инструмента для станков с ЧПУ, которая производится слесаря-ми-инструменталыциками (по настройке инструмента) вне станка в специально оборудованном помещении с помощью специальных приборов.
Нормы штучного времени устанавливаются в зависимости от:
типа применяемых приборов;
типа и размера настраиваемого инструмента;
количества настраиваемых координат;
характера настройки (по фактическому размеру или на заданную координату).
Для настройки инструмента на предприятиях отраслей машиностроения и металлообработки применяют следующие приборы:
для станков сверлилъно-фрезерно-расточной группы - оптические с цифровой индикацией типа БВ-2027, без цифровой индикации типа БВ-2015 и приборы контактного типа;
для станков токарной группы - оптические с цифровой индикацией типа БВ-2026, без цифровой индикации типа БВ-2010, БВ-2012М и приборы контактного типа.
С учетом особенностей выполнения процессов настройки инструмента нормативы времени разработаны отдельно /щя станков сверлильно-фрезернорасточной группы и станков токарной группы.
За основу приняты наиболее прогрессивные приборы с цифровой индикацией, но с учетом приведенных в картах поправочных коэффициентов на измененные условия работы данные нормативы применяют при нормировании работ на приборах без цифровой индикации (типа БВ-2015, БВ-2010, БВ-2012М и тд.) и приборах контактного типа.
При настройке инструмента без приборов (с помощью универсально-измерительных средств) нормы времени необходимо рассчитывать по нормативам для приборов контактного типа.
Нормы штучного времени на сборку и настройку режущего инструмента па приборах импортного производства с цифровой индикацией необходимо рассчитывать но нормативам времени для приборов отечественного производства типа БВ-2027 н ББ-2026 с коэффициентом 0,85; для приборов без цифровой индикации - но приборам гопа БВ-2015 и БВ-2010 с коэффициен гом 0,9.
Нормативные материалы данного раздела охватывают наиболее характерною для отраслей машиностроения и металлообработки соединения типовой/ режущего и вспомогательного инструмента и представлены d виде укрупненных нормативов штучного времени.
При расчете норм времени на сборку и настройку режущего инструмента снежного профиля принимать повышающий коэффициент 1,2.
Кроме времени на основную работу, сборку и настройку инструмента в нгрмы штучного времени включены дополнительные затраты времени аа организационно-техническое обслуживание рабочего места, подготовительно-заключительное время и время на отдых и личные потребности в размере 14 % оперативного времени.
Целесообразность включения в общую норму времени дополнительных затрат обусловлена трудностью их выделения из общего времени, связанного с подготовкой рабочего места для настройки, и времени самой сборки и настройки инструмента.
Для определения норм штучного времени на разборку отработанного инструмента в картах на сборку и настройку инструмента приведены поправочные коэффициенты, рассчитанные дифференцированно для каждого вида работ.
Нормы штучного времени на отдельные приемы сборки и настройки инструмента, не вошедшие в комплексы, отражены в картах 50 н 51.
1.7.2. Норма штучного времени на сборку, настройку и разборку одного инструмента определяется по формуле
Т ШЛР = Т шк + т^, 0.10)
еде Т - штучное время на сборку, настройку и разборку одного инструмента, мин; Т ши - штучное время на сборку и настройку одного инструмента, мин; Т шр - штучное время на разборку инструмента, мин.
V * «Ь* Т «р = Т - К ’ 0-11)
где К - поправочный коэффициент на штучное время в зависимости от применяемого прибора.
Т ШЛР = Т ш. + = т шн + т шн К = Т ши (3 + К).
Наимспошиис операции - сыерлильно-фросрао-рэсточная.
При разработке технологического процесса обработки деталей и управляющих программ для станков с ЧПУ одним из основных критериев для оценки совершенства выбранного процесса или его оптимизации является норма времени, затрачиваемого на обработку детали или партии деталей. Она же является основой для определения зарплаты станочника-оператора, расчета коэффициента загрузки оборудования и определения его производительности.
Расчетная норма времени (мин) на обработку одной детали (трудоемкость) определяется из общеизвестных формул:
штучное время Т шт =Т о + Т м.в + Т в.у + Т обс,
штучно-калькуляционное время
Суммарная величина времени операции со всеми перемещениями может быть названа условно временем ленты Т л = Т о + Т м.в,
где Т о - суммарное технологическое время на всю операцию по переходам, мин; Т м.в - поэлементная сумма машинного вспомогательного времени обработки данной поверхности (подводы, отводы, переключения, повороты, смены инструмента и т. д.), берут из паспорта станка в зависимости от его технических данных и размеров, мин.
Величины этих двух составляющих нормы времени на обработку определяются технологом-программистом при разработке управляющей программы, записываемой на перфоленту.
Величина Т л практически легко проверяется при работающем станке с помощью секундомера как время от момента начала обработки в автоматическом режиме пуска ленты до окончания обработки детали по программе.
Таким образом, получаем: оперативное время Т оп =Т л + Т в.у;
штучное время Т шт = Т л + Т в.у + Т обс,
где Т в.у - время установки детали на станок и снятия ее со станка, принимаемое в зависимости от массы заготовки, мин;
Т обс = Т оп *a%/100 - время на техническое обслуживание рабочего места, личные надобности и отдых оператора (принимается в процентах от оперативного времени), мин. Для одностоечных токарно-карусельных станков принимают а=13%, т. е. Т обс = =0,13 Т оп, а для двухстоечных Т обс = 0,15 Т оп; тогда Т шт = Т оп X (1 + a%/100) мин.
Состав работ по обслуживанию рабочего места.
1. Организационное обслуживание - осмотр, разогрев и обкатка устройства ЧПУ и гидросистемы станка, опробование оборудования; получение инструмента от мастера или наладчика; смазка и очистка станка в течение смены, а также уборка станка и рабочего места по окончании работы; предъявление ОТК пробной детали.
2. Техническое обслуживание - смена затупившегося инструмента; ввод коррекции на длину инструмента; регулирование и подналадка станка в течение смены; удаление стружки из зоны резания в процессе работы.
Если число деталей получаемых из одной обрабатываемой заготовки на токарно-карусельном станке, превышает единицу и равно q, то при определении Т шт необходимо Т оп делить на число получаемых деталей q.
Т п.з - подготовительно-заключительное время (определяют на всю партию запускаемых в обработку деталей П з). Оно состоит из двух частей.
1. Затраты на комплекс организационных работ, которые осуществляются постоянно: получение станочником задания на работу (наряд, чертеж, программоноситель) в начале работы и сдача их в конце работы; инструктаж мастера или наладчика; установка рабочих органов станка и зажимного приспособления в исходное (нулевое) положение; установка программоносителя - перфоленты в считывающее устройство.
На все эти работы нормативами для токарно-карусельных станков отводится 12 мин. Если конструктивные особенности станка или системы ЧПУ требуют, кроме перечисленных, еще и дополнительные работы, то опытно-статистическим путем определяют их продолжительность и вводят соответствующую поправку.
2. Затраты времени на выполнение работ наладочного характера, зависящие от конструктивных особенностей станка с ЧПУ. Например, для одностоечных токарно-карусельных станков с ЧПУ принимают следующие нормы времени: на установку четырех кулачков на планшайбу станка или их снятие - 6 мин; на установку приспособления на планшайбу станка вручную - 7 мин, подъемником - 10 мин; на установку одного режущего инструмента в резцедержателе 1,5 мин, снятие его - 0,5 мин; на установку одного резцедержателя в револьверную головку 4 мин, снятие его - 1,5 мин; на установку в начале работы в нулевое положение поперечины и суппортов - 9 мин.
Если корректировку положения инструментов производят при обработке пробной детали, то время на обработку пробной детали также включают в состав подготовительно-заключительного.
Основным путем автоматизации процессов механической обработки деталей мелкосерийного и единичного производства является применение станков с числовым программным управлением (ЧПУ). Станки с ЧПУ представляют собой полуавтоматы или автоматы, все подвижные органы которых совершают рабочие и вспомогательные движения автоматически по заранее установленной программе. В состав такой программы входят технологические команды и численные значения перемещений рабочих органов станка. Переналадка станка с ЧПУ, включая смену программы, требует незначительного времени, поэтому эти станки наиболее пригодны для автоматизации мелкосерийного производства.
Особенностью нормирования операций механической обработки деталей на станках с ЧПУ является то, что основное время (машинное) и время, связанное с переходом, составляют единую величину Т а - время автоматической работы.станка по программе, составленной технологом-программистом, которое складывается из основного времени автоматической работы станка Т о.а и вспомогательного времени работы станка по программе Т в.а т. е,
Т а = Т о.а + Т в.а;
Т в.а = Т в.х.а + Т oc т
где Li - длина пути, проходимого инструментом или деталью в направлении подачи при обработке 1-го технологического участка (с учетом врезания и перебега); s м - минутная подача на данном участке; i == 1, 2, ..., п - число технологических участков обработки; Т в.х.а - время на выполнение автоматических вспомогательных ходов (подвод детали или инструментов от исходных точек в зоны обработки и отвод, установка инструмента на размер, изменение численного значения и направления подачи); Т ост - время технологических пауз - остановок подачи и вращения шпинделя для проверки размеров, осмотра или смены инструмента.
Время вспомогательной ручной работы Т в не перекрываемое временем автоматической работы станка,
Т в = t уст + t в.оп + t контр,
где t уст - вспомогательное время на установку и снятие детали; t в.оп - вспомогательное время, связанное с выполнением операции; t контр - вспомогательное неперекрываемое время на контрольные измерения детали..
Вспомогательное время на установку и снятие детали массой до 3 кг на токарных и сверлильных станках в самоцентрирующем патроне или оправке. определяется по формуле
t уст = аQ x
для определения вспомогательного времени на установку и снятие деталей в центрах или на центровой оправке токарного станка
t уст = аQ x
для определения вспомогательного времени на установку и снятие деталей в самоцентрирующем или цанговом патроне на токарных и сверлильных станках
t уст = аD в x l у в ы л
для определения вспомогательного времени на установку и снятие деталей на столе или угольнике сверлильного и фрезерного станка
t уст = аQ x N y дет + 0,4(n б -2)
Коэффициенты и показатели степени для определения вспомогательного времени на установку и снятие деталей в тисках сверлильного и фрезерного станка
t уст = аQ x
Вспомогательное время управление станком. (токарные, сверлильные и фрезерные станки)
t в.оп = а + bSХ о, Y о, Z o + сК + dl пл +aT a
Вспомогательное время на контрольные намерения.
t контр =SkD z изм L u
Подготовительно-заключительное время определяется
Т п-з =а+bn н +cP p +dP пп
После расчета Т в производят его корректировку в зависимости от серийности производства. Поправочный коэффициент
k c ер = 4,17 [(Та + Тв) n п + Т п-з ] -0.216 ,
где n п - число обрабатываемых деталей в партии.
Подготовительно-заключительное время определяют как сумму времени: на организационную подготовку; установку, подготовку и снятие приспособлений; наладку станка и инструмента; пробный проход по программе. Основными характеристиками, определяющими подготовительно-заключительное время, являются тип и основной параметр станка, число инструментов, используемых в программе, корректоров, используемых в операции, тип приспособления, число исходных режимов работы станка.
Норма штучного времени на операцию
Т ш = (Т а + Т сер) (1 + (а обс + а от.л)/100].
Время на организационное и техническое обслуживание рабочего места, отдых и личные надобности, % от оперативного времени, устанавливают в зависимости от основных параметров станка и детали, занятости рабочего и интенсивности труда. Оно может частично перекрываться временем автоматической работы станка; штучное время в этом случае должно уменьшиться на 3 %.
Автоматизация процесса обработки и вспомогательной работы на станках с ЧПУ создает предпосылки для одновременного обслуживания рабочим-оператором нескольких станков. Выполнение рабочим-оператором функций обслуживания рабочего места на одном из станков обычно приводит к перерывам в работе других обслуживаемых станков. Увеличивается время на отдых в связи с более высокой интенсивностью труда в условиях многостаночного обслуживания. Время оперативной работы в норме штучного времени увеличивается за счет вспомогательного времени на переходы от станка к станку.
МЕТОДИЧЕСКАЯ РАЗРАБОТКА ПО ДИСЦИПЛИНЕ
«ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
Составитель преподаватель: Фазлова З.М.
Введение
Интенсификация производства, успешное внедрение новейшей техники и технологии требуют совершенствования организации труда, производства и управления, что возможно только на базе технического нормирования.
Нормирование труда - это установление меры затрат труда, тс суммарных общественно необходимых затрат рабочего времени на производство продукции определенной потребительской стоимости для данного периода производственно-технических условий. Важнейшими задачами нормирования труда являются последовательное улучшение организации труда и производства, снижение трудоемкости продукции, поддержание экономически обоснованных соотношений между ростом производительности труда и заработной платы. Нормирование труда должно способствовать активному внедрению передового опыта, достижений науки и техники.
Методическая разработка « Нормирование работ, выполняемых на станках с ЧП У» позволяет приобрести необходимые навыки установления обоснованной нормы времени на выполнение технологической операции. В нем изложены теоретические основы установления норм времени на технологическую операцию с ЧПУ. В приложении содержатся основные машиностроительные нормативы по труду.
НОРМИРОВАНИЕ РАБОТ, ВЫПОЛНЯЕМЫХ НА СТАНКАХ С ЧПУ
Основным путем автоматизации процессов механической обработки деталей мелкосерийного и единичного производства является применение станков с числовым программным управлением (ЧПУ). Станки с ЧПУ представляют собой полуавтоматы или автоматы, все подвижные органы которых соверши и рабочие и вспомогательные движения автоматически по заранее установленной программе. В ее состав входят технологические команды и численные значения перемещений рабочих органов станка.
Переналадка станка с ЧПУ, включая смену программы, требует незначительного времени, поэтому эти станки наиболее пригодны для автоматизации мелкосерийного производства.
Норма времени на выполнение операций на станках с ЧПУ Н вр состоит из нормы подготовительно-заключительного времени Т пз и нормы штучного времени Т шт:
 (1)
(1)
Т шт
= (Т ц.а
+ Т в К Тв)
 (2)
(2)
где n - количество деталей в изготавливаемой партии;
Т ц.а - время цикла автоматической работы станка по программе, мин;
Т в - вспомогательное время, мин;
К Тв - поправочный коэффициент на время выполнения ручной вспомогательной работы в зависимости от партии обрабатываемых деталей;
а тех, а орг, а отл - время на технологическое и организационное обслуживание рабочего места, на отдых и личные надобности при одностаночном обслуживании, % от оперативного времени.
Время цикла автоматической работы станка по программе рассчитывают по формуле
Т ц.а = Т о + Т мв (3)
где Т о - основное (технологическое) время на обработку одной детали, мин:
Т о
=
 (4)
(4)
L i - длина пути, проходимого инструментом или деталью в направлении подачи при обработке технологического участка (с учетом врезания и перебега);
s м - минутная подача на данном технологическом участке, мм/мин;
Т мв - машинно-вспомогательное время по программе (на подвод и отвод детали или инструмента от исходных точек в зоны обработки, установку инструмента на размер, смену инструмента, изменение величины и направления подачи, время технологических пауз (остановок) и т.п.), мин.
Вспомогательное время определяют следующим образом:
Т в = Т в.у + Т в.оп + Т в.изм (5)
где Т в.у - время на установку и снятие детали, мин;
Т в.оп - вспомогательное время, связанное с операцией (не вошедшее в управляющую программу), мин;
Т в. изм - вспомогательное не перекрываемое время на измерение, мин.
Нормативы времени на установку и снятие детали определяются по видам приспособлений в зависимости от типов станков и предусматривают наиболее распространенные способы установки, выверки и крепления деталей в универсальных и специальных зажимах и приспособлениях.
Вспомогательное время, связанное с операцией, подразделяется:
а) на вспомогательное время, связанное с операцией, не вошедшее во время цикла автоматической работы станка по программе;
б) машинно-вспомогательное время, связанное с переходом, включенное в программу, относящееся к автоматической вспомогательной работе станка.
Необходимые размеры деталей, обрабатываемых на станках с ЧПУ, обеспечиваются конструкцией станка или режущего инструмента и точностью их настройки. В связи с этим время на контрольные измерения должно включаться в норму штучного времени только в том случае, если это предусмотрено технологическим процессом, и оно не может быть перекрыто временем цикла автоматической работы станка по программе.
Время на обслуживание рабочего места определяется по нормативам и типоразмерам оборудования с учетом одностаночного и многостаночного обслуживания в процентах от оперативного времени.
Время на отдых и личные надобности при обслуживании одним рабочим одного станка отдельно не выделяется и учтено во времени на обслуживание рабочего места.
Нормативы подготовительно-заключительного времени рассчитаны на наладку станков с ЧПУ для обработки деталей по внедренным управляющим программам и не включают действия по дополнительному программированию непосредственно на рабочем месте (кроме станков, оснащенных оперативными системами программного управления).
Нормы штучного времени на размерную настройку режущего инструмента вне станка предназначены для нормирования работ по настройке режущего инструмента для станков с ЧПУ, которая производится слесарями-инструментальщиками вне станка в специально оборудованном помещении с помощью специальных приборов.
ТИПОВАЯ ЗАДАЧА С РЕШЕНИЕМ
Исходные данные: деталь - вал (рис.1); материал - сталь 30Г; точность обработки поверхностей 1,2,3 - IT 10; шероховатость обработки поверхностей 1, 2 Ra 5; 3 - Ra 10.
Заготовка: метод получения - штамповка (обычной точности IT 16); состояние поверхности - с коркой; масса 4,5 кг; припуск на обработку поверхности: 1 - 6 мм; 2 - 4 мм; 3 - 5 мм.
Станок: модель 16К20ФЗ. Паспортные данные:
частота вращения шпинделя п (об./мин): 10; 18; 25; 35,5; 50; 71; 100; 140; 180; 200; 250; 280; 355; 500; 560; 630; 710; 800; 1000; 1400; 2000;
диапазон подач s м (мм/мин)
по оси координат х - 0,05...2800;
по оси координат z - 0,1...5600;
наибольшая сила, допускаемая механизмом продольной подачи, - 8000 Н, механизмом поперечной подачи - 3600 Н;
мощность привода главного движения - 11 кВт;
диапазон регулирования частоты вращения электродвигателя постоянной мощности - 1500...4500 об./мин.
Операция: базирование в центрах, с установкой поводка на поверхности.
1. Выбор стадий обработки.
Определяются необходимые стадии обработки. Для получения размеров детали, соответствующих квалитету 10, из заготовки квалитета 16 необходимо вести обработку в три стадии: черновую, получистовую и чистовую.
2. Выбор глубины резания.
Определяется минимально необходимая глубина резания для получистовой и чистовой стадии обработки (прил. 5).
При чистовой стадии обработки для поверхности 1, диаметр которой соответствует интервалу размеров 8...30 мм, рекомендуется глубина резания t = 0,6 мм; для поверхности 2, диаметр которой соответствует интервалу размеров 30...50 мм, t = 0,7 мм; для поверхности 3, диаметр которой соответствует интервалу размеров 50...80 мм, t = 0,8 мм.
Аналогично при получистовой стадии обработки для поверхности / рекомендуется t = 1,0 мм; для поверхности 2 - t - 1,3 мм; для поверхности 3 - t = 1,5 мм.

Рисунок 1 - Эскиз вала и траектория движения инструментов
Глубина резания для черновой стадии обработки определяется исходя из общего припуска на обработку и суммы глубин резания чистовой и получистовой стадии обработки: для поверхности 1 - t = 4,4 мм; для поверхности 2 - t = 2,0 мм; для поверхности 3 - t = 2,7 мм. Выбранные значения заносятся в таблицу 1.
Таблица 1 – Определение режима резания
|
Величина режима резания |
Стадия обработки поверхностей |
||||||||
|
Черновая |
Получистовая |
Чистовая |
|||||||
|
Глубина резания t, мм | |||||||||
|
Табличная подача s от, мм/об | |||||||||
|
Принятая подача s пр, мм/об | |||||||||
|
Табличная скорость резания V т, м/мин | |||||||||
|
Скорректированная скорость резания V, м/мин | |||||||||
|
Фактические обороты шпинделей n ф, м/мин | |||||||||
|
Фактическая скорость резания V ф, м/мин | |||||||||
|
Табличная мощность резания N т, кВт | |||||||||
|
Фактическая мощность резания N, кВт | |||||||||
|
Минутная подача s м, мм/мин | |||||||||
3. Выбор инструмента.
На станке 16К20ФЗ используют резцы с сечением державки 25 х 25 мм, толщина пластины 6,4 мм.
Исходя, из условий
обработки принимается трехгранная
форма пластина с углом при вершине
 °
из твердого сплава Т15К6 для черновой и
получистовой стадий обработки и Т30К4 -
для чистовой стадии (прил. 3).
°
из твердого сплава Т15К6 для черновой и
получистовой стадий обработки и Т30К4 -
для чистовой стадии (прил. 3).
Нормативный период стойкости: Т = 30 мин.
4. Выбор подачи.
4.1. Для черновой стадии обработки подачу выбирается по прил. 3.
Для поверхности 1 при точении детали с диаметром до 50 мм и глубиной резания t = 4,4 мм рекомендуется подача s от =0,35 мм/об. Для поверхностей 2 и 3 соответственно рекомендуется подача s от =0,45 мм/об. и s от =0,73 мм/об.
По прил. 3 определяются поправочные коэффициенты на подачу в зависимости от инструментального материала К s и = 1,1 и способа крепления пластины K sp = 1,0.
4.2. Для получистовой стадии обработки значения подач определяются по прил. 3 аналогичным образом: для поверхностей 1 и 2 s от =0,27 мм/об., поверхности 3 s от =0,49 мм/об.
Поправочные коэффициенты на подачу в зависимости от инструментального материала K s и = 1,1, способа крепления платины K sp = 1,0.
По прил. 3 определяем поправочные коэффициенты на подачу черновой и получистовой стадий обработки для измененных условий обработки: в зависимости от сечения державки резца К s д = 1,0; прочности режущей части K s л = 1,05; механических свойств обрабатываемого материала К s и = 1,0; схемы установки заготовки К у =0,90; состояния поверхности заготовки K s п =0,85; геометрических параметров резца K sp =0,95; жесткости станка K sj = 1,0.
Окончательно подача черновой стадии обработки определяется:
Для поверхности 1
s пр1 =0,35·1,1·1,0·1,0·1,05·1,0·0,9·0,85·0,95·1,0 = 0,29 мм/об.;
Для поверхности 2
s пр2 =0,45·1,1·1,0·1,0·1,05·1,0·0,9·0,85·0,95·1,0 = 0,38 мм/об.;
Для поверхности 3
s пр3 = 0,73·1,1·1,0·1,0·1,05·1,0·0,9·0,85·0,95·1,0 = 0,61 мм/об.
Аналогично рассчитывается подача получистовой стадии обработки:
для поверхностей 1 и 2 s пр1,2 = 0,23 мм/об.;
для поверхности 3 s пр3 = 0,41 мм/об.
для поверхности 1 s от1 =0,14 мм/об.,
для поверхности 2 s от2 =0,12 мм/об.,
для поверхности 3 s от3 =0,22 мм/об.
По прил. 3 определяются поправочные коэффициенты на подачу чистовой стадии обработки для измененных условий: в зависимости от механических свойств обрабатываемого материала К s = 1,0; схемы установки заготовки К у =0,9; радиуса вершины резца K st = 1,0; квалитета точности обрабатываемой детали l 4 = 1,0. Окончательно подача чистовой стадии обработки определяется:
для поверхности 1 s пр = 0,14·1,0·0,9·1,0·1,0 = 0,13 мм/об.,
для поверхности 2 s п p = 0,12·1,0·0,9·1,0·1,0 = 0,11 мм/об.,
Для поверхности 3 s п p = 0,22·1,0·0,9·1,0·1,0 = 0,20 мм/об
Рассчитанные значения подач чистовой стадии обработки поверхностей заносятся в табл. 1.
5. Выбор скорости резания.
При черновой стадии обработки легированной стали с коркой с глубиной резания t = 4,4 мм и подачей s пр = 0,29 мм/об. скорость резания для поверхности 1 V т = 149 м/мин; с глубиной резания t = 2,0 мм и подачей s п p =0,38 мм/об. скорость резания для поверхности 2 V т = 159 м/мин; с глубиной резания t = 2,7 мм и подачей s пр = 0,61 мм/об. скорость резания для поверхности 3 V т = 136 м/мин.
По прил. 8, 9 выбираются поправочные коэффициенты для черновой стадии обработки в зависимости от инструментального материала: для поверхности 1 К ин = 1,0, для поверхностей 2 и 3 К ин =0,95.
Окончательно скорость резания для черновой стадии обработки составит:
для поверхности 1 V 1 = 149·0,85= 127 м/мин;
для поверхности 2 V 2 = 159·0,81 = 129 м/мин;
для поверхности 3 V 3 = 136·0,98 = 133 м/мин.
5.2. При получистовой стадии обработки стали легированной без корки с глубиной резания t до 3,0 мм и подачей s п p = 0,23 мм/об. скорость резания для поверхностей 1 и 2 - V T = 228м/мин; с глубиной резания t = 1,5 мм и подачей s пр =0,41мм/об. скорость резания для поверхности 3 - V т = 185 м/мин.
Поправочный коэффициент для получистовой стадии обработки в зависимости от инструментального материала K v = 0,95.
По прил. 8, 9 выбираются остальные поправочные коэффициенты на скорость резания при черновой и получистовой стадиях обработки для измененных условий:
в зависимости от группы обрабатываемости материала К v с = 0,9;
вида обработки K vo = 1,0;
жесткости станка K vo = 1,0;
механических свойств обрабатываемого материала К v м = 1,0; геометрических параметров резца:
для поверхностей 1 и 2 К v ф =0,95, для поверхности 3 К v ф = 1,15; периода стойкости режущей части К v Т = 1,0;
наличия охлаждения К v ж = 1,0.
Окончательно скорость резания при черновой стадии обработки определяется:
для поверхности 1 и 2 V 1,2 = 228 · 0,81 = 185 м/мин;
для поверхности 3 V 3 = 185 · 0,98 = 181 м/мин.
5.3. Скорость резания для чистовой стадии обработки определяется по прил. 8, 9:
при t = 0,6 мм и s п p =0,13 мм/об. для поверхности 1 V T =380 м/мин;
при t = 0,7мм и s п p =0,11 мм/об. для поверхности 2 V T =327 м/мин;
при t = 0,8 мм и s п p =0,2 мм/об. V Т =300 м/мин.
По прил. 8, 9 определяется поправочный коэффициент на скорость резания для чистовой стадии обработки в зависимости от инструментального материала; K V н =0,8. Поправочные коэффициенты для чистовой стадии численно совпадают с коэффициентами для черновой и получистовой стадий.
Общий поправочный коэффициент на скорость резания при чистовой стадии обработки: K v = 0,68 - для поверхностей 1 и 2; K v = 0,80 - для поверхности 3.
Окончательно скорость резания на чистовой стадии:
для поверхности 1 V 1 = 380·0,68 = 258 м/мин;
для поверхности 2 V 2 = 327·0,68 = 222 м/мин;
для поверхности 3 V 3 = 300·0,80 = 240 м/мин.
Табличные и скорректированные значения скорости резания заносятся в табл. 1.
5.4. Частота вращения шпинделя по формуле
При черновой стадии обработки поверхности 1
n = =1263 об./мин.
Принимается частота вращения, имеющуюся на станке, n ф = = 1000 об./мин. Тогда фактическая скорость резания определяется по формуле:
V ф = = 97,4 м/мин.
Расчет частоты вращения шпинделя, корректировку ее по паспорту станка и расчет фактической скорости резания для остальных поверхностей и стадий обработки проводятся аналогично. Результаты расчетов сведены в табл. 1.
Так как станок 16К20ФЗ оснащен автоматической коробкой скоростей, то принятые значения частот вращения шпинделя задаются непосредственно в управляющей программе. Если используемый станок имеет ручное переключение частоты вращения шпинделя, в управляющей программе необходимо предусмотреть технологические остановки для переключения или задавать для всех поверхностей и стадий обработки наименьшую из рассчитанных частоту вращения.
5.5. После расчета фактической скорости резания для чистовой стадии обработки корректируется подача в зависимости от шероховатости обработанной поверхности.
По прил. 8, 9 для получения шероховатости не более Ra 5 при обработке конструкционной стали со скоростью резания V ф = 100 м/мин резцом с радиусом при вершине r в = 1,0 мм рекомендуется подача s от =0,47 мм/об.
По прил. 8, 9 определяются поправочные коэффициенты на подачу, шероховатости обработанной поверхности для измененных условий: в зависимости от:
механических свойств обрабатываемого материала К s =1,0;
инструментального материала К s и = 1,0;
вида обработки К s о =1,0;
наличия охлаждения К s ж =1,0.
Окончательно максимально допустимая подача по шероховатости для чистовой стадии обработки поверхностей 1 и 2 определяется по формуле
s о =0,47·1,0·1,0·1,0·1,0=0,47 мм/об.
Подачи для чистовой стадии обработки поверхностей 1 и 2, рассчитанные выше, не превышают этого значения.
Ни одно из рассчитанных значений не превышает мощности привода главного движения станка. Следовательно, установленный режим резания по мощности осуществим (расчет не приводится).
6. Определение минутной подачи .
Минутную подачу по формуле
s м = n ф s о
При черновой стадии обработки для поверхности 1
s м = 1000 · 0,28 = 280 мм/мин.
Значения минутной подачи для остальных поверхностей и стадий обработки рассчитываются аналогично и наносим в табл. 1.
7. Определение времени автоматической работы станка программе.
Время автоматической работы станка по программе по общей части.
Для станка I6ВТ2ОФЗ время фиксации револьверной головки Т иф = 2 с и время поворота револьверной головки на одну позицию Т ип = 1.
Результаты расчета приведены в табл. 2.
8. Определение нормы штучного времени.
8.1. Норма штучного времени определяется по формуле (2)
8.2. Вспомогательное время складывается из составляющих, выбор которых осуществляется по 1-й части нормативов (формула(5)). Вспомогательное время на установку и снятие детали Т в.у = 0,37 мин (прил.12).
Вспомогательное время, связанное с операцией, Т в.оп содержит в себе время на включение и выключение станка, на проверку возврата инструмента в заданную точку после обработки, на установку и снятие щитка, предохраняющего от забрызгивания эмульсией (прил. 12, 13):
Т в.оп = 0,15+0,03=0,15 мин.
Вспомогательное время а контрольные измерения содержит время на два замера односторонней предельной скобой, четыре замера штангенциркулем и одно измерение простым фасонным шаблоном (прил. 18):
Т в.из =(0,045+0,05)+(0,11+0,13+0,18+0,21)+0,13=0,855 мин.
8.3. Время автоматической работы станка по программе рассчитано на каждом участке траектории инструментов и сведено в табл. 2.
Таблица 2 – Время автоматической работы станка по программе
Продолжение таблицы 2
|
Участок траектории (номера позиций инструментов предыдущего и рабочего положений) |
Перемещение по оси Z, мм |
Перемещение по оси X, мм |
Длина i-го участка траектории инструмента |
Минутная подача на i-м участке |
Основное время автоматической работы станка по программе |
Машинно-вспомогательное время |
|
Инструмент № 2 – инструмент № 3 | ||||||
|
Инструмент № 3 – инструмент № 4 | ||||||
8.4. Окончательное время цикла автоматической работы станка по программе
Т ц.а =2,743+0,645 = 3,39 мин.
8.5. Суммарное вспомогательное время
В =0,37+0,18+0,855 = 1,405 мин.
8.6. Время на организационное и техническое обслуживание рабочего места, отдых и личные надобности составляет 8 % от оперативного времени (прил. 16).
8.7. Окончательно норма штучного времени:
Т шт = (3,39+ 1,405) (1+0,08) = 5,18 мин.
9. Подготовительно-заключительное время.
Подготовительно-заключительное время определяем по формуле
Т пз = Т пз1 + Т пз2 + Т пз3 + Т п.обр.
Время на организационную подготовку: Т пз1 = 13 мин,
время на наладку станка, приспособления, устройства числового программного управления
Т пз2 = 4,0 + 1,2 +0,4+0,8+0,8 + 1,0 + 1,2 + 1,2 + 2,5+0,3 =13,4 мин;
время на пробную обработку детали
Т пр.обр = 2,2 + 0,945 = 3,145 мин.
Общее подготовительно-заключительное время
Т пз = 13 + 13,4 + 3,145 = 29,545 мин.
10. Размер партии деталей
n = N/S,
где S - число запусков в год.
Для среднесерийного производства S = 12, следовательно,
n = 5000/12=417.
11. Штучно-калькуляционное время
Т шт.к = Т шт + Т пз / n = 5,18+29,545/417 = 5,25мин.