Как правильно составить акт визуального осмотра и контроля сварных швов? Необходимые сведения для внесения. Акт визуального осмотра сварных швов Акт контроля сварных соединений образец
1. В п. 1 указывается вид контроля - визуальный, измерительный или визуально-измерительный, а также наименование контролируемого объекта: полуфабрикат, заготовка, деталь, конструкция, подготовка кромки детали под сварку, собранное под сварку соединение, готовое сварное соединение, выборка дефектного участка в материале и/или сварном соединении, изделие, а также наименование и/или шифры производственно-контрольного документа (Программа входного контроля, Карта или схема контроля, Технологическая карта контроля, Карта или схема операционного контроля) и нормативного документа, регламентирующего требования к оценке качества контролируемого объекта при визуальном и измерительном контроле.
При контроле материалов (полуфабрикатов, заготовок, поковок) в п. 1 указывается марка материала, размеры (диаметр, толщина) и номер партии.
При контроле деталей и сборочных единиц в п. 1 указывается номер чертежа, размеры, марка материала (только для деталей), ее шифр согласно чертежу (стандарту).
При контроле подготовки кромок деталей, сборки соединения под сварку и готовых сварных соединений в п. 1 указываются номера соединений согласно сварочному формуляру или схеме расположения сварных соединений, а также размеры деталей соединения (диаметр, толщина), марка материала и способ сварки (для готовых сварных соединений).
При контроле выборок дефектных мест указываются наименование, марка материала и размеры объекта (диаметр, толщина), а также расположение выборки.
2. При заполнении п. 2 Акта в нем указываются все отступления от норм НД, выявленные при контроле конкретных объектов (участков, соединений и пр.) в привязке к их номерам согласно сварочному формуляру, схеме расположения или схеме контроля.
В тех случаях, когда объект контроля соответствует требованиям НД, в акте делается отметка - "Дефекты отсутствуют". При этом указывают номера конкретных объектов в соответствии с документами, приведенными выше.
Примечание: Допускается оформление одного Акта на партию однотипных полуфабрикатов, заготовок, деталей, конструкций.
|
(организация) | ||||||||||
|
АКТ № _____ от _____ визуального и/или измерительного контроля качества сварных швов в процессе сварки соединения |
||||||||||
|
(наименование изделия и номер соединения) |
||||||||||
|
1. Настоящим актом удостоверяется факт выполнения сварщиком |
||||||||||
|
ф.и.о., клеймо |
||||||||||
|
соединения |
(см. сварочный формуляр), |
|||||||||
|
тип (типы) соединений | ||||||||||
|
выполненного | ||||||||||
|
указать способ сварки и положение |
||||||||||
|
в соответствии с требованиями технологии сварки | ||||||||||
|
указать шифр технологии |
||||||||||
|
и недоступного для контроля | ||||||||||
|
указать способ контроля, предписанный |
||||||||||
|
конструкторской документацией |
||||||||||
|
2. При послойном визуальном и измерительном контроле с оценкой качества по нормам ___________________ для категории |
||||||||||
|
(шифр или наименование НД) |
||||||||||
|
установлено, что сварное соединение признано годным и соответствует требованиям |
||||||||||
|
(указать НД или конструкторскую документацию) |
||||||||||
|
Контроль выполнил | ||||||||||
|
Уровень квалификации, № квалификационного удостоверения |
Фамилия, инициалы, |
|||||||||
Примечание: Акт составляется на каждую сварную конструкцию (соединение или группу соединений), подвергнутое контролю в процессе сварки.
Необходимость качественной визуальной проверки и контроля сварного соединения объясняется тем, что в большинстве своем любые механизмы и конструкции, при которых применяется сварка, предназначены для выдерживания большой нагрузки.
Сварочные широко применяются в строительстве, в изготовлении прочных металлоконструкций, поэтому малейшее отклонение от технических норм, случившееся при их создании, может нести существенные риски. Если сварочные швы не справятся с нагрузкой, и сломается, произойдут не только неизбежные финансовые убытки, но и человеческие жертвы как на этапе строительства, так и при введении конструкции в эксплуатацию.
Зачастую сварные соединения проверяют уже в процессе конструкции. Такая необходимость обусловлена тем, что швы в зависимости от условий эксплуатации могут подвергнуться коррозии и другим неблагоприятным воздействиям.
Своевременные проверки особенно требуются в случае, когда на старые изношенные или конструкции наплавляются слои. В этой ситуации проводится осмотр и проверка каждого нанесенного слоя, замеряется толщина , длина соединительного шва, а все полученные данные сопоставляются с установленным нормативом для данного участка с учетом его нагрузки.
Регулярные и качественно проведенные визуальные помогают вовремя обнаружить повреждения шва, в кратчайшие сроки устранить дефекты, а также понять, в чем причина разрушения, и найти способы устранения и дальнейшего предупреждения повреждений.
Кем и как проводится визуальный осмотр, и составляется акт
После проведения работы изначальную проверку качества шва осуществляет , который и выполнил данное соединение. После первичной проверки контроль осуществляется другими техническими специалистами: например, прорабом-начальником участка, инженером и т. д.
Очень важно, чтобы специалисты, осуществляющие , владели необходимыми знаниями по технике визуальной проверки сварных соединений. В распоряжении работников должны быть необходимые инструменты и приспособления. Кроме того, они должны знать, как правильно оформляется акт визуального осмотра сварных соединений, и составить его в соответствии с регламентом.
Таким образом, визуальный контроль проводится в соответствии со следующим алгоритмом:
- Визуальный контроль . Предварительная проверка соединения на наличие коррозии и возможных дефектов с осуществлением простейших измерений: ширина, толщина шва и пр.
- Контроль сварных соединений . Контроль качества осуществляют для того, чтобы получить точные параметры наружных дефектов (после заключения акта о предварительном осмотре), в процентном отклонении от допустимого стандарта измеряется размер повреждений сварных швов.
- Детальное (инструментальное) обследование швов и фиксация результатов . На данном этапе проверяют глубинные дефекты и применяют ультразвуковой контроль сварных соединений.
Специалисты, осуществляющие визуальный контроль сварных соединений, используют несколько видов приборов и инструментов.
Необходимые приборы
Для осуществления контроля в различных условиях работы необходимые следующие приборы:
- Приборы цехового назначения . Такие инструменты могут работать при температуре +5 °С до +20 °С при нормальном атмосферном давлении и умеренной влажности.
- Приборы полевого использования . Такие приборы могут работать в диапазоне температур от -55 °С до +60 °С, выдерживают умеренную тряску и осадки.
При осуществлении измерительного контроля применяют следующие инструменты:
- измерительные лупы ;
- угольники поверочные ;
- угломеры ;
- штангенциркули и штангенглубиномеры ;
- щупы ;
- измерители стенок труб и толщиномеры ;
- микрометры ;
- калибры ;
- рулетки, линейки ;
- специальные шаблоны и т. д.
Как правильно оформить акт визуального осмотра сварных швов
В настоящее время акт визуального осмотра составляется в произвольном виде. Его оформляют на основании шаблона, который разрабатывается и утверждается организацией, проводящей работы.
Порядок оформления
Акт может быть составлен от руки или распечатан на принтере, для оформления акта можно воспользоваться бланком с фирменным логотипом организации и ее реквизитами, допускается и использование простого листа бумаги.
В обязательном порядке акт должен быть заверен подписями ответственных лиц, а составляется он всего в одном оригинальном экземпляре и получает уникальный номер.
Все данные об акте регистрируются и вносятся специальный журнал учета, в котором проставляется отметка о номере документа и дате его создания. Акт должен храниться в соответствии с нормативно-правовыми актами и правилами организации, хранят его в отдельной папке в архиве компании.
Сведения, которые должны быть занесены в акт
Несмотря на то что законодательством не регулируется четкая форма составления акта, есть некоторые сведения, которые должны быть зафиксированы в нем в обязательном порядке:
- В начале документа записываются наименование организации , дата создания акта.
- Прописываются должности и данные специалистов , которые производили осмотр сварного соединения.
- В основной части акта вносятся данные об исполнителе работ : должность специалиста, ФИО. Также в основную часть документа прописываются сведения об обследованных сварных швах: их номера, марку и пр.
- Вписываются все инструменты и приборы, которые применялись при осмотре и контроле , прописываются все примененные методы, результаты осмотра и проведенных работ, даются краткие рекомендации по методам проведения контроля и осмотра.
- Подводятся итоги проведенного осмотра и контроля , проставляются подписи ответственных сторон.
Приложение Ж к Инструкции по визуальному и измерительному контролю (рекомендуемое)
_________________________ (организация) АКТ No. _____ от ____________ визуального и измерительного контроля 1. В соответствии с наряд-заказом (заявкой) _______ выполнен _________ номер указать вид ______________________________________________________________________ контроля _____________________________ контроль _______________________________ (визуальный, измерительный) наименование и размеры контролируемого объекта, ______________________________________________________________________ шифр документации, ТУ, чертежа, плавка (партия), номер объекта контроля Контроль выполнен согласно ___________________________________________ наименование и/или шифр технической документации 2. При контроле выявлены следующие дефекты ___________________________ характеристика дефектов (форма, ______________________________________________________________________ размеры, расположение и/или ориентация для конкретных объектов) ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ 3. Заключение по результатам визуального и измерительного контроля ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ Контроль выполнил ____________________________________________________ Уровень квалификации, Фамилия, инициалы, подпись No. квалификационного удостоверения Руководитель работ по визуальному и измерительному контролю ____________________________________________ Фамилия, инициалы, подписьПояснения к оформлению "Акт визуального и/или измерительного контроля"
1. В п. 1 указывается вид контроля - визуальный, измерительный или визуально-измерительный, а также наименование контролируемого объекта: полуфабрикат, заготовка, деталь, конструкция, подготовка кромки детали под сварку, собранное под сварку соединение, готовое сварное соединение, выборка дефектного участка в материале и/или сварном соединении, изделие, а также наименование и/или шифры производственно-контрольного документа (Программа входного контроля, Карта или схема контроля, Технологическая карта контроля, Карта или схема операционного контроля) и нормативного документа, регламентирующего требования к оценке качества контролируемого объекта при визуальном и измерительном контроле.
При контроле материалов (полуфабрикатов, заготовок, поковок) в п. 1 указывается марка материала, размеры (диаметр, толщина) и номер партии.
При контроле деталей и сборочных единиц в п. 1 указывается номер чертежа, размеры, марка материала (только для деталей), ее шифр согласно чертежу (стандарта).
При контроле подготовки кромок деталей, сборки соединения под сварку и готовых сварных соединений в п. 1 указываются номера соединений согласно сварочному формуляру или схеме расположения сварных соединений, а также размеры деталей соединения (диаметр, толщина), марка материала и способ сварки (для готовых сварных соединений).
При контроле выборок дефектных мест указываются наименование, марка материала и размеры объекта (диаметр, толщина), а также расположение выборки.
2. При заполнении п. 2 Акта в нем указываются все отступления от норм НД, выявленные при контроле конкретных объектов (участков, соединений и пр.) в привязке к их номерам согласно сварочному формуляру, схеме расположения или схеме контроля.
В тех случаях, когда объект контроля соответствует требованиям НД, в акте делается отметка - "дефекты отсутствуют". При этом указывают номера конкретных объектов в соответствии с документами, приведенными выше.
Примечание. Допускается оформление одного Акта на партию однотипных полуфабрикатов, заготовок, деталей, конструкций.
______________________ (организация)Для того, чтобы осуществить качественную и полноценную оценку работоспособности различных систем и конструкций на промышленных предприятиях обязательно проводят контроль сварных швов, используя несколько методов, например, . Все методы подразделяются по принципу воздействия на исследуемый объект на две обширные группы: методы неразрушающего контроля и методы разрушающего контроля. Предпочтительней и практичней в применении методы первой группы, но многие из них являются достаточно дорогостоящими и имеют свои особенности проведения. Поэтому экономически выгодней начинать любой контроль сварного шва с самого простого метода – визуальный контроль качества.
Этот способ контроля считается самым доступным и оперативным и потому является обязательным, предварительным методом обследования, перед проведением любого другого метода испытания шва.
Простой оптический метод подтверждения качества сварки металлов
Контроль любого сварочного соединения начинает проводиться еще при непосредственном создании сварного шва. Визуальный контроль является частью работы сварщика, и он периодически проводит внешний осмотр (на непровар, подрез и верность катета) несколько раз до полного окончания всего объема работы. Так же это старейший метод контроля итоговой работы и суть его существенно не поменялась, но методика реализации за последние годы усовершенствовалась. Проверка сварного шва
Теоретическое определение и инструменты для реализации
Визуально – измерительный контроль (ВИК) сварных швов – это внешний осмотр достаточно крупных сварных конструкций, как невооруженным глазом, так и при помощи различных технических приспособлений для выявления более мелких дефектов, не поддающихся первоначальной визуализации, а также с использованием преобразователей визуальной информации в телеметрическую. ВИК относится к органолептическим (проводится органами чувств) методам контроля и осуществляется в видимом спектре излучений. Визуальное обследование в поисках теоретических дефектов производят с внешней стороны сварного шва, где при их обнаружении можно выполнить минимальные измерения с помощью оптических приборов и инструментов, заключить акт визуального осмотра.
Специалисты-контролеры при проведении визуального контроля сварных соединений используют несколько видов инструментов.
- Обзорные, телескопические, напольные лупы;
- линзы;
- микроскопы;
- эндоскопы и др.
Для проведения контроля в различных условиях работы:
- Приборы цехового назначения. Область рабочей температуры от +5 °С до +20 °С, условия полного покоя, нормальное атмосферное давление, умеренная влажность.
- Приборы полевого использования. Область рабочей температуры от -55 °С до +60 °С, условия умеренной тряски, вибрация, погодные осадки.
Использование данных приборов позволяет проводить более точный поиск дефектов и осуществлять визуально-оптический контроль качества сварных швов на любых объектах.
Визуально-оптический контроль – это второй этап визуального контроля с более широким, увеличенным диапазоном исследования за счет использования оптических приборов. В зависимости от применения метод предназначается для трех основных групп:
- Для поиска и анализа скрытых объектов. Используются приборы: эндоскопы, бороскопы, видеосистемы, перископические дефектоскопы.
- Для проведения контроля объектов, удаленных от рабочего места дефектоскописта. Диапазон применения – расстояние не более 250 мм от глаза контролера. Используются приборы: телескопические лупы, бинокли, зрительные трубы.
- Для обследования мелких близлежащих объектов. Диапазон применения от глаза специалиста на расстояние равное или меньшее 250 мм. Используются приборы: лупы, микроскопы.
Визуальный контроль сварных швов требуется и в условиях непригодных для работы органов чувств человека. В таких областях как: повышенные температуры, опасный радиационный фон, внешняя химически активная среда и другие. А так же в условиях, когда конфигурация исследуемого объекта и его конструкция не позволяет в полной мере произвести анализ качества и измерения дефектов сварных швов (например, из-за большой высоты объекта или подземного его расположения). Тогда в дополнения к оптическим приборам для поиска и анализа скрытых объектов используются:
- платформы дистанционного управления;
- тепловизионные установки;
- световые приборы;
- автоматические системы транспортировки;
- управляемые роботы.
Таким образом, преобразователи визуальной информации позволяют контролировать сварочные швы ванны с раскаленным металлом в процессе переплавки.
Измерительный контроль – это важная составляющая ВИК, который проводится в соответствии со строгими правилами контроля и нормативными документами регулирующими качество. Он заключается в присваивании дефекту категории или типа по одной из характеристик в виде конкретной физической величины, полученной путем практического измерения. Измерительные средства и их метрологические показатели указываются в нормативных документах.  Мерительный инструмент
Мерительный инструмент
При измерительном контроле применяют следующие инструменты, которые могут входить в обязательный набор инспектора технического надзора или дополнять его:
- измерительные лупы;
- угольники поверочные 90 0 лекальные;
- угломеры с нониусом;
- штангенциркули, штангенрейсмасы и штангенглубиномеры;
- щупы;
- микрометры;
- измерители стенок труб и толщиномеры индикаторные;
- микрометры;
- калибры;
- металлический измеритель длины (рулетки, стальные измерительные линейки);
- нутромеры микрометрические и индикаторные;
- шаблоны: специальные, радиусные, резьбовые и др.;
- УШС-2, УШС-3 (шаблоны для геометрических параметров швов);
- поверочные плиты;
- набор специальных принадлежностей.
Данный метод контроля, ВИК относится к методам осуществимым с минимальным набором инструментов. Он заключается в сборе информации и основан на квалификации специалиста, человеческом факторе, но позволяет составлять акт визуального осмотра сварных швов, который считается объективным документом.
Суть проведения внешнего контроля
Качество формирования сварных швов на поверхности хорошо поддается оцениванию при профессиональном осмотре. Характеристика “качественный” или “не качественный” шов довольно условна, так как это сравнительная величина.
Контроль качества сварных швов и обследование конструкций сооружений, трубопроводов, зданий осуществляют в три взаимосвязанных этапа.
Поэтапный порядок проведения ВИК
- Визуальный (измерительный) контроль. Предварительный контроль шва на наличие коррозии и возможных дефектов с проведением примитивных измерений: ширина, толщина, катет.
- Контроль качества сварных соединений. Контроль качества проводится для уточнения параметров видимых дефектов (после заключения акта о предварительном осмотре), размеров дефектов и искажений сварных швов (процентное отклонение от допустимой нормы).
- Детальное (инструментальное) исследование и запись результатов. Применяются более точные методики:
- вихретоковой метод для определения степени износа сварного шва и усталости металла на изгибах;
- ультразвуковой контроль сварных соединений для обнаружения серьезных глубинных дефектов;
- капиллярная дефектоскопия для поверхностных и сквозных дефектов и так далее.
Своевременно и качественно проведенные осмотры позволяют выявить на ранних стадиях разрушение шва или брака свариваемости и после уточнить причины возникновения дефекта любым неразрушающим способом дефектоскопии.
Преимущества и недостатки проведения данной методики
Преимущества метода ВИК:
- Простой и доступный метод.
- При сборе информации о качестве конструкции позволяет получить до 50% от всего объема.
- Не трудозатратный и не требует дорогостоящего оборудования.
- Легко подвергается проверки и повторному проведению.
Недостатки ВИК:
- Человеческий фактор, который влияет на 100% результатов.
- Низкая достоверность полученных результатов, субъективность.
- Используется только для поиска крупных дефектов (не менее 0,1 – 0,2 мм) и подозрений на возможные.
- Ограниченность исследования только видимой частью конструкции.
- Важна техническая грамотность сотрудников, которые должны правильно подобрать методику измерения, сравнительный шаблон или нормативы и дать точную оценку результатам измерения.
По способу и качеству диагностики даже несовершенный визуальный контроль швов является необходимым методом, как и на стадии проведения комплексной диагностики, так и в течении всего технологического процесса. 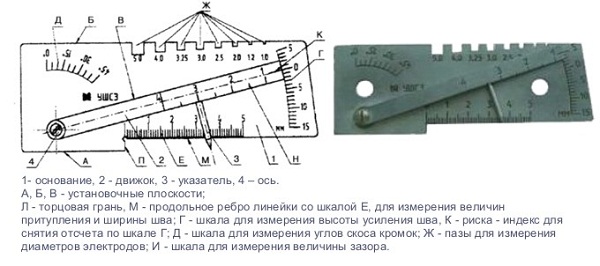 Универсальный шаблон сварщика
Универсальный шаблон сварщика
Возможности метода по выявлению дефектов
Визуальному контролю подвергаются сварные швы:
- при выполнении наплавочных работ на этапе “приема – сдачи” обязательно заключается акт визуального осмотра;
- при контроле многослойного сварного соединения (послойный контроль);
- при итоговом осмотре мест касания сварочной дугой поверхности основного материала.
- при сборке деталей из сборочных единиц под ;
- при автоматическом изготовлении сварных деталей и технической оценки качества материала согласно техническому процессу;
- по истечении установленного срока эксплуатации сварных швов.
Визуальный контроль сварных швов требует обязательного измерения и исключения следующих дефектов:
- поверхностных трещин;
- видимых грубых дефектов;
- плохого качества зачистки металла в зонах приварки (особенно технологических креплений),
а так же контроля и подтверждения наличия:
- клеймения (маркировки) шва и верность ее производства;
- ширины и высоты шва, выпуклости и вогнутости шва;
- верных размеров катетов углового шва.
Дефекты, поддающиеся выявлению
При осмотре сварных швов не вооруженным глазом можно дать оценку:
- неравномерности высоты и ширины швов;
- чрезмерной чешуйчатости;
- наплывов;
- подрезов;
- чрезмерному усилению или ослаблению швов;
- не заваренным кратерам;
- прожогам;
- параметрам катетов углового шва.
Лупы и микроскопы позволяют обнаруживать: – обязательный этап работы с металлом.
Токарная обработка металлических листов и деталей используется при помощи специального оборудования. Подробнее об этом читайте .
Вам нужно качественно и быстро нарезать металл? Эффективный способ описан по ссылке.
Области реализации данной методики
Внешний осмотр сварного шва производится до процедуры зачистки, термической или обработки, а также и после ее выполнения.
При оценке качества сварного шва используют ВИК:
- Как информативный метод описания общего внешнего состояния.
- Как теоретический метод оценки внутреннего состояния шва и как повод для рекомендации проведения более точной проверки.
- Как оценивающий метод условий эксплуатации данного шва, конструкции, системы и всего изделия.
- Как контролирующий метод выявления грубых нарушений технологического процесса.
- Как метод для предварительного заключения при снятии с эксплуатации или фиксирования аварийной ситуации.
- Как прогнозирующий метод возможных мест разрушения конструкций при конкретной совокупности найденных видимых дефектов.
- Как итоговый метод оценки и заключения о правильности, безопасности и стабильности проведения технологического процесса изготовления или ремонта конструкции.
Визуальный и измерительный контроль является весьма эффективным методом проверки и перепроверки качества промышленных материалов и сварных соединений при выполнении строительных работ и при получении акта о завершении строительства, акта о вводе в эксплуатацию, а так же различных других технических актов.
размер шрифта
ПОСТАНОВЛЕНИЕ Госгортехнадзора РФ от 11-06-2003 92 ОБ УТВЕРЖДЕНИИ ИНСТРУКЦИИ ПО ВИЗУАЛЬНОМУ И ИЗМЕРИТЕЛЬНОМУ КОНТРОЛЮ (2020) Актуально в 2018 году
АКТ ВИЗУАЛЬНОГО И/ИЛИ ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ В ПРОЦЕССЕ СВАРКИ СОЕДИНЕНИЯ
______________________ (организация) АКТ N _____ от __________ визуального и/или измерительного контроля качества сварных швов в процессе сварки соединения __________________________________________________________________ (наименование изделия и номер соединения) 1. Настоящим актом удостоверяется факт выполнения сварщиком __________________________________________________________________ ф.и.о., клеймо _____________________ соединения _______ (см. сварочный формуляр), тип (типы) соединений выполненного _____________________________________________________ указать способ сварки и положение в соответствии с требованиями технологии сварки __________________ __________________________________________________________________ указать шифр технологии и недоступного для контроля ______________________________________ указать способ контроля, предписанный __________________________________________________________________ конструкторской документацией 2. При послойном визуальном и измерительном контроле с оценкой качества по нормам _________________________________ для категории __________________________________________________________________ (шифр или наименование НД) установлено, что сварное соединение признано годным и соответствует требованиям ________________________________________ (указать НД или конструкторскую документацию) Контроль выполнил: _______________________________________________ Уровень квалификации, Фамилия, инициалы, подпись N квалификационного удостоверения Руководитель работ по визуальному и измерительному контролю: ________________________________________________________ Фамилия, инициалы, подпись Примечание. Акт составляется на каждую сварную конструкцию (соединение или группу соединений), подвергнутое контролю в процессе сварки. Требования к оформлению "Протокола размеров _____________" (изделие) Протокол размеров оформляется только в том случае, когда это указано в НД или ПКД на контролируемое изделие. Протокол размеров изделия (таблица) должен содержать фактические размеры изделия, выполненные в определенных сечениях, которые задаются "Схемой измерений _____________". Форма Протокола (изделие) размеров определяется при проектно-технологической подготовке контрольных работ. Протокол подписывается лицами, выполнявшими измерения, и руководителем работ по визуальному и измерительному контролю с указанием фамилии и инициалов. Требования к содержанию "Журнала учета работ и регистрации результатов визуального и измерительного контроля" Результаты контроля продукции, изделий и объектов фиксируются в "Журнале учета работ и регистрации результатов визуального и измерительного контроля", в котором указывают: 1) наименование и вид (тип) контролируемого объекта, его номер или шифр; 2) расположение и, при необходимости, размеры контролируемых участков на объекте контроля; 3) условия проведения контроля; 4) производственно-контрольный документ, его номер; 5) способ измерительного контроля и примененные приборы (инструменты); 6) марка и номер партии материала объекта контроля, а также обозначение стандарта или технических условий на материал и номер чертежа объекта (последнее только для деталей и сборочных единиц); 7) основные характеристики дефектов, выявленных при контроле (форма, размеры, расположение или ориентация относительно базовых осей или поверхностей контроля); 8) наименование или шифр НД, согласно которой выполнена оценка качества; 9) оценка результатов контроля; 10) дата контроля. Примечание. Допускается применение взамен приведенных других форм документов, разрабатываемых организацией в соответствии с требованиями действующей нормативно-технической документации, которые обеспечивают идентификацию и прослеживаемость деталей, узлов, изделий в процессе изготовления (монтажа, ремонта), фиксацию контролируемых параметров, объемов и методов контроля, оформление отчетной и учетной документации по визуальному и измерительному контролю.